Машина оббивна горизонтальна Р3-БГО-8 призначена для сухого очищення поверхні зернових культур від пилу, часткового відділення плодових оболонок, борідки й зародка зерна на підприємствах борошномельної промисловості.
|
НАЙМЕНУВАННЯ ПАРАМЕТРА
|
ЗНАЧЕННЯ |
|
|
|
з ситовим циліндром |
з абразивним циліндром |
|
Продуктивність технічна, т/год, не менше Встановлена потужність, кВт, не більше Кількість обертів ротора, об/хв: для очищення зерна пшениці для очищення зерна ячменю |
7... .9 11
1085 -
|
3... .5 11
1085 1450 |
Призначення виробу
Машина оббивна горизонтальна марки Р3-БГО-8 призначена для сухого очищення поверхні зернових культур від пилу, часткового відділення плодових оболонок, борідки й зародка зерна на підприємствах борошномельної промисловості.
Машина, призначена для експлуатації в районах з помірним кліматом, повинна виготовлятися в кліматичному виконанні У категорії 3 по ГОСТ 15150.
Основні параметри Р3-БГО-8
|
НАЙМЕНУВАННЯ ПАРАМЕТРА |
ЗНАЧЕННЯ |
|
|
|
з ситовим циліндром |
з абразивни циліндром |
|
Продуктивність технічна, т/год, не менше Встановлена потужність, кВт, не більше Кількість обертів ротора, об/хв: для очищення зерна пшениці для очищення зерна ячменю Габаритні розміри, мм, не більше: довжина ширина висота Вага, кг, не більше Витрата повітря на аспірацію, м³/ч Витрата повітря для пневмоканалу, м³/ч Довжина з пневмоканалом машини з ситовим циліндром (по окремому замовленню) Термін служби, років
Зниження зольності зерна, %, не менше Збільшення масової частки битого зерна, %, не більше Масова частка основного зерна у відходах, %, не більше |
7... .9 11
1085 -
2020 598 1500 485 800 - 2158
8
0,01... .0,02 1,0 2,0
|
3... .5 11
1085 1450
2158 620 1500 690 800 1200
8
0,04... .0,06 1,0 2,0 |
Примітка: Машина оббивна горизонтальна з абразивним циліндром застосовується для обробки зерна пшениці та ячменю, що досягається зміною окружної швидкості ротора, зазорами між бичами і абразивною поверхнею.
Розрахункові діаметри шківів Р3-БГО-8
|
НАЙМЕНУВАННЯ ПАРАМЕТРА |
Машина оббивна горизонтальна марки Р3-БГО-8 з абразивним циліндром |
|
|
для пшениці |
для ячменю |
|
|
Розрахунковий діаметр шківа електродвигуна, мм ( мал.2 ) Розрахунковий діаметр шківа ротора, мм (мал.2)
|
180
232 |
206
206 |
Пристрій і робота
Машина складається з: корпусу, ротора з бичами, ситового або абразивного циліндра, приймача, живильника, воронки, аспіраційного патрубка, огорожі, пневмоканала, натяжного гвинта, опорних підшипників.
В машину зерно надходить через приймач, де, рівномірно розподілившись, очищається від металевих домішок. Зерно, що надійшло з приймача в живильник, захоплюється бичами ротора, які розкидають зерно по ситовому (абразивному) циліндру.
Інтенсивне очищення зерна забезпечується в результаті:
а) тертя між зернами;
б) тертя між зернами і бичами;в) тертя між зернами і сіткою (абразивом) циліндра.
При такій обробці досягається:
а) видалення забруднень з поверхні зерна;
б) часткове видалення плодових оболонок, борідки й зародка зерна;
в) подрібнення грудок землі і видалення їх;
г) дроблення і видалення порожніх або пошкоджених комахами зерен.
При виконанні машини з ситовим циліндром дрібні домішки видаляються через сітку і виводяться з машини за допомогою лійок. Очищене зерно видаляється через вихідний патрубок, а забруднене повітря - через аспіраційний патрубок. При виконанні машини з абразивним циліндром очищене зерно з дрібними домішками видаляється через вихідний патрубок, а забруднене повітря - через аспіраційний патрубок. Далі зерно надходить у пневмоаспіраційний канал, де піддається додатковому очищенню, з допомогою якого видаляються дрібні домішки.
Привід для обертання ротора машини здійснюється клинопасовою передачею. Для приводу використовуються стандартні лапові двигуни потужністю 11 кВт. Натяг клинових ременів здійснюється з допомогою натяжних гвинтів. Робочим органом машини є горизонтальний ротор, що складається з порожнистого вала з привареними цапфами, і бичів з гонками, привареними під кутом 45°.
Увага! Якщо по якійсь причині потрібна заміна одного бича, то обов'язково необхідно замінити також і протилежний бич.
При можливості рекомендується замінити повний комплект. Після заміни бичів ротор необхідно динамічно відбалансувати. Ситовий циліндр складається з двох половин, з'єднаних в горизонтальній площині. Циліндр кріпиться на живильнику і внутрішній стінці корпусу машини. Абразивний циліндр складається з двох напівциліндрів сполучених між собою за допомогою фланців і перегородки в корпусі машини. До живильника і внутрішньої стінки корпусу машини циліндр кріпиться за допомогою хомутів. З метою рівномірного зносу поверхні ситового (абразивного) циліндра в процесі його експлуатації рекомендується повертати циліндр на 180°.
Абразивна поверхня циліндра виготовляється з суміші наступного складу:
- шліфзерна штучного корунду по ГОСТ 3647-71 - 69... .76%;
- каустичного порошку з магнезиту по ГОСТ 1216-41 - 14... .17%;
- хлористого магнію технічного по ГОСТ 7759-73 або лускованого бішофіту - 10... .14%.
При появі тріщин допускається ремонт наждачної поверхні:
- продути тріщини наждачної поверхні стисненим повітрям;
- залити всі наявні тріщини приготованою сумішшю;
- витримати залиті деталі в сухому теплому приміщенні при температурі не нижче 30°С і відносній вологості повітря 55... .70% протягом 3-х діб;
- після закінчення терміну перевірити якість ремонту, у разі виявлення тріщин заливку повторити.
При значному зносі абразивної поверхні, що викликає збільшення кількості битого зерна більше допустимого (бій зерна в машині не більше 1%) і збільшення зольності зерна більше допустимої (зниження зольності при одноразовому пропусканні через машину в межах 0,04... .0,06% - в машині з абразивним циліндром), абразивний циліндр підлягає заміні.
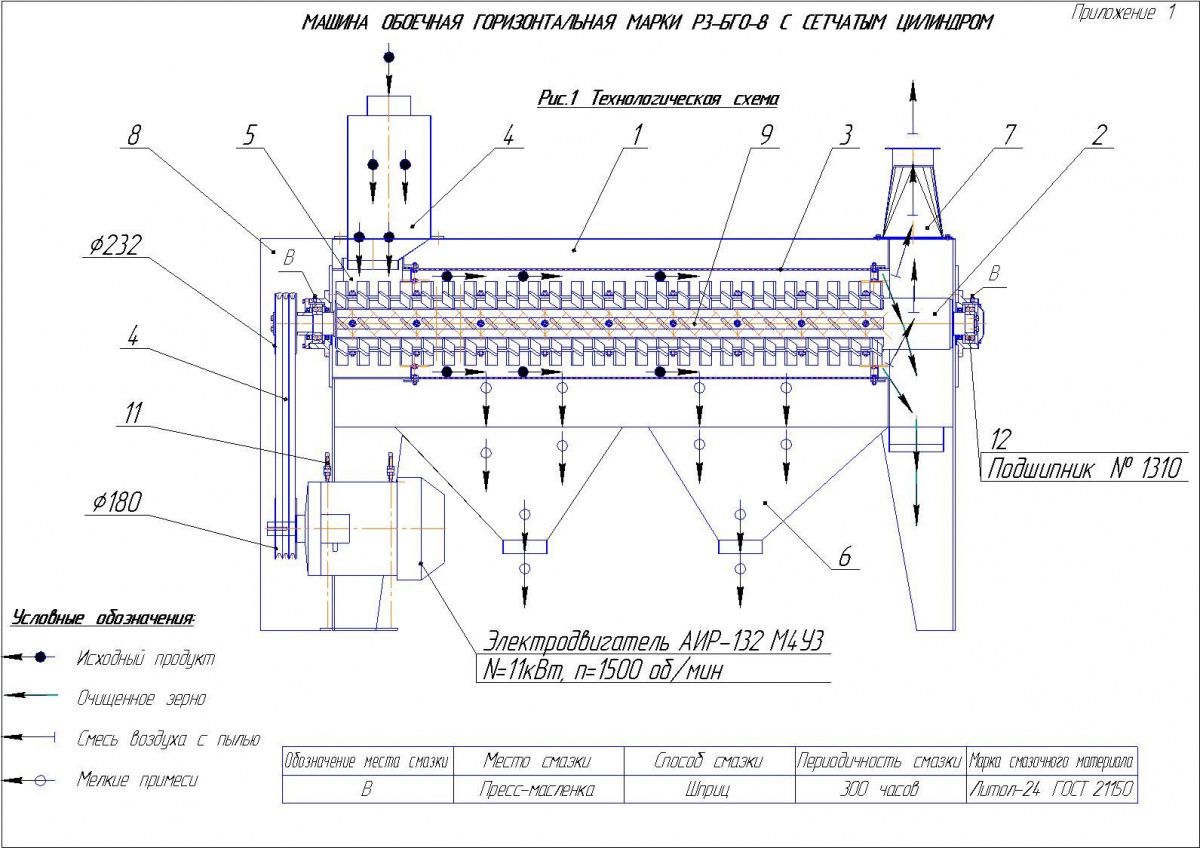 Р3-БГО-8 із сітчастим циліндром нормаль
Р3-БГО-8 із сітчастим циліндром нормаль
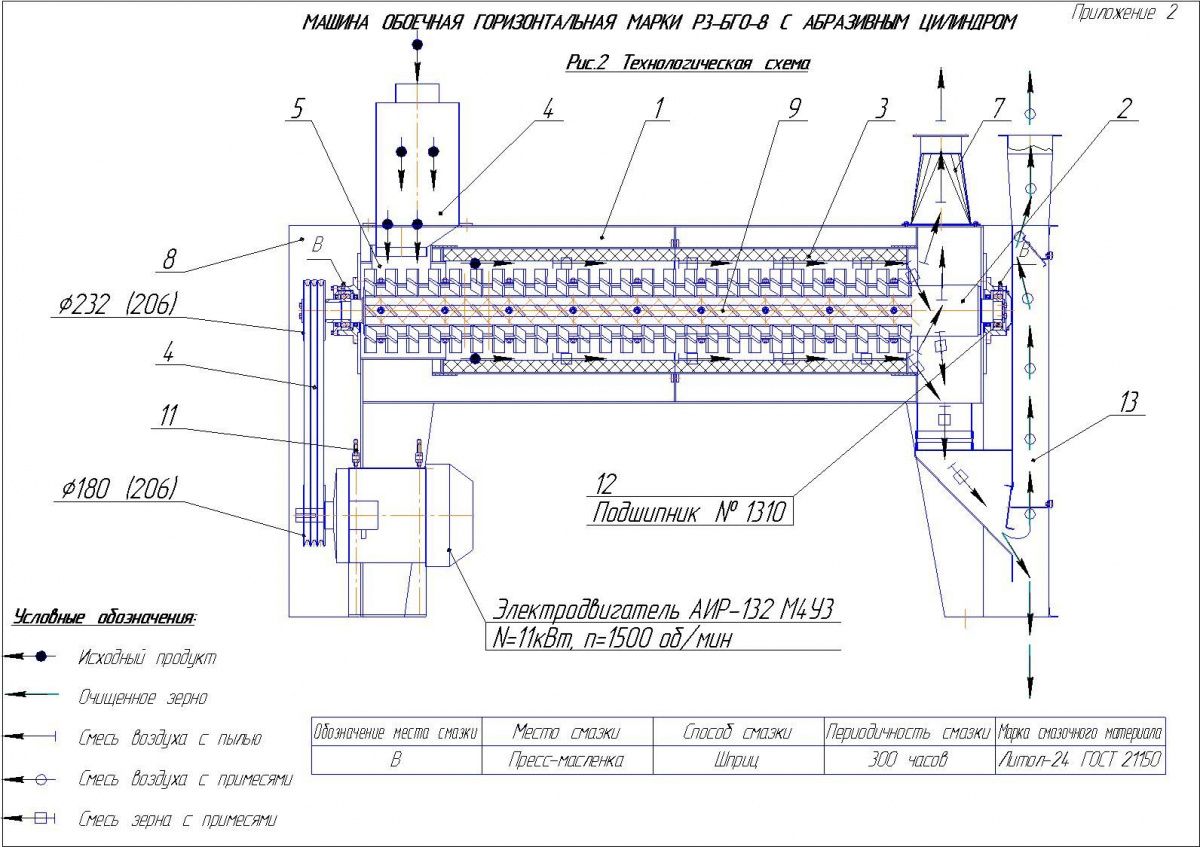 Р3-БГО-8 із абразивним циліндром нормаль
Р3-БГО-8 із абразивним циліндром нормаль
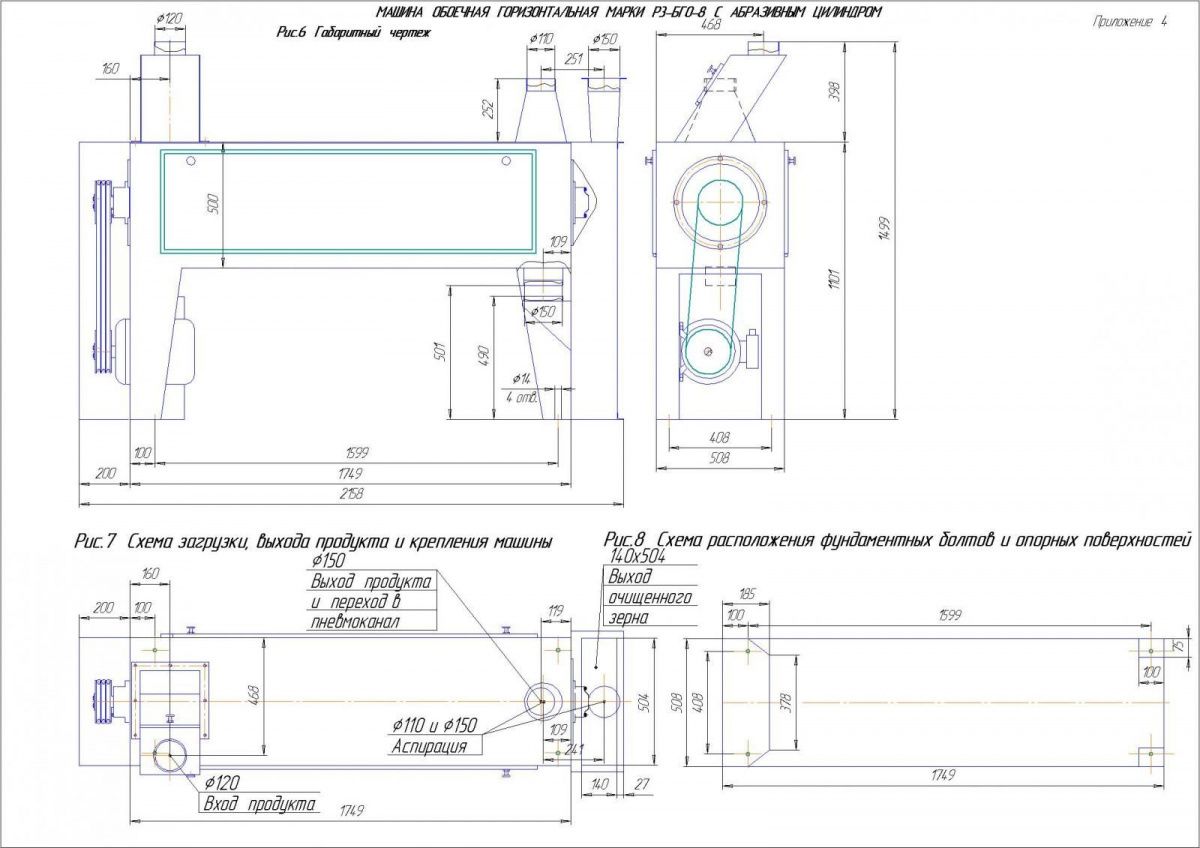 Р3-БГО-8 із абразивним циліндром габаритні розміри
Р3-БГО-8 із абразивним циліндром габаритні розміри
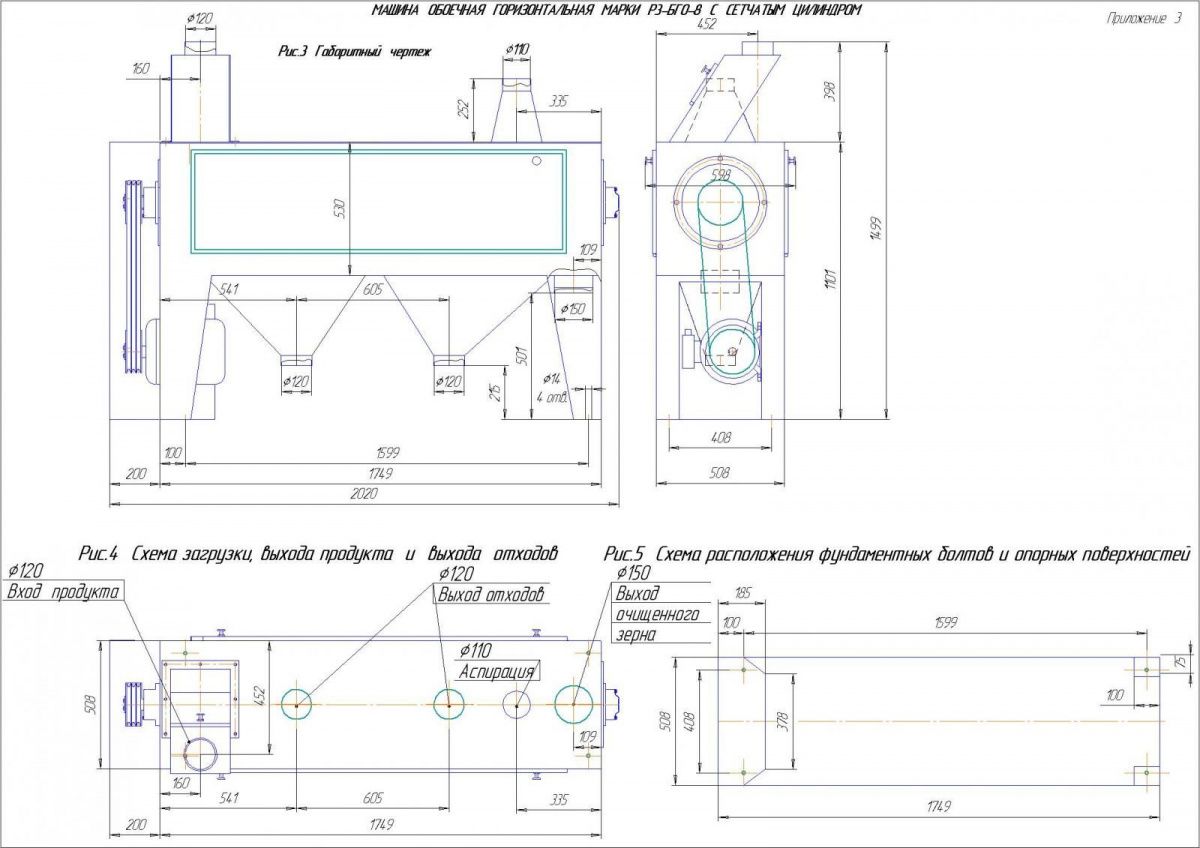 Р3-БГО-8 із сітчастим циліндром габаритні розміри
Р3-БГО-8 із сітчастим циліндром габаритні розміри
 Р3-БГО-8 загальний вид
Р3-БГО-8 загальний вид







