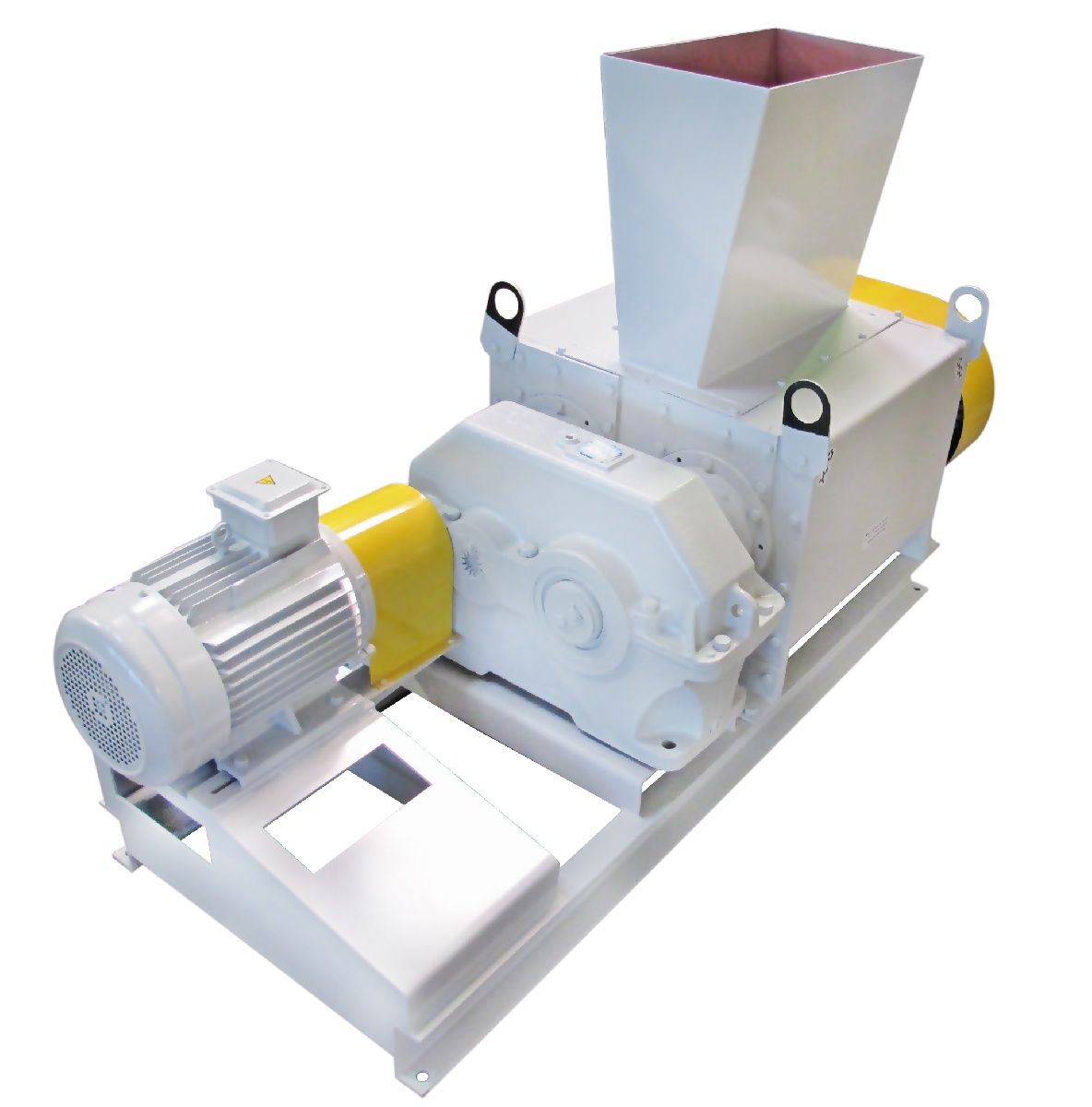
 НВХ
НВХ
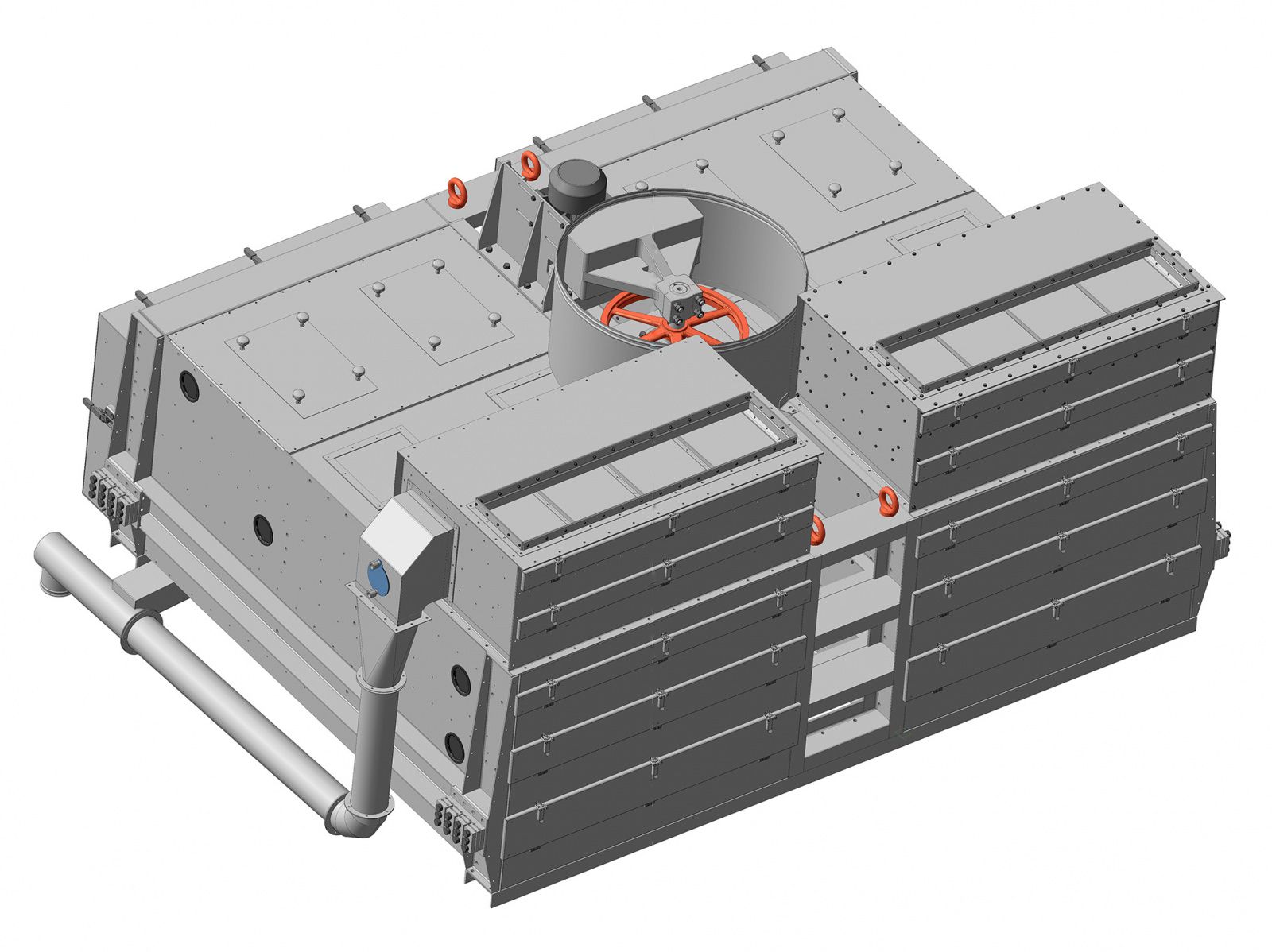
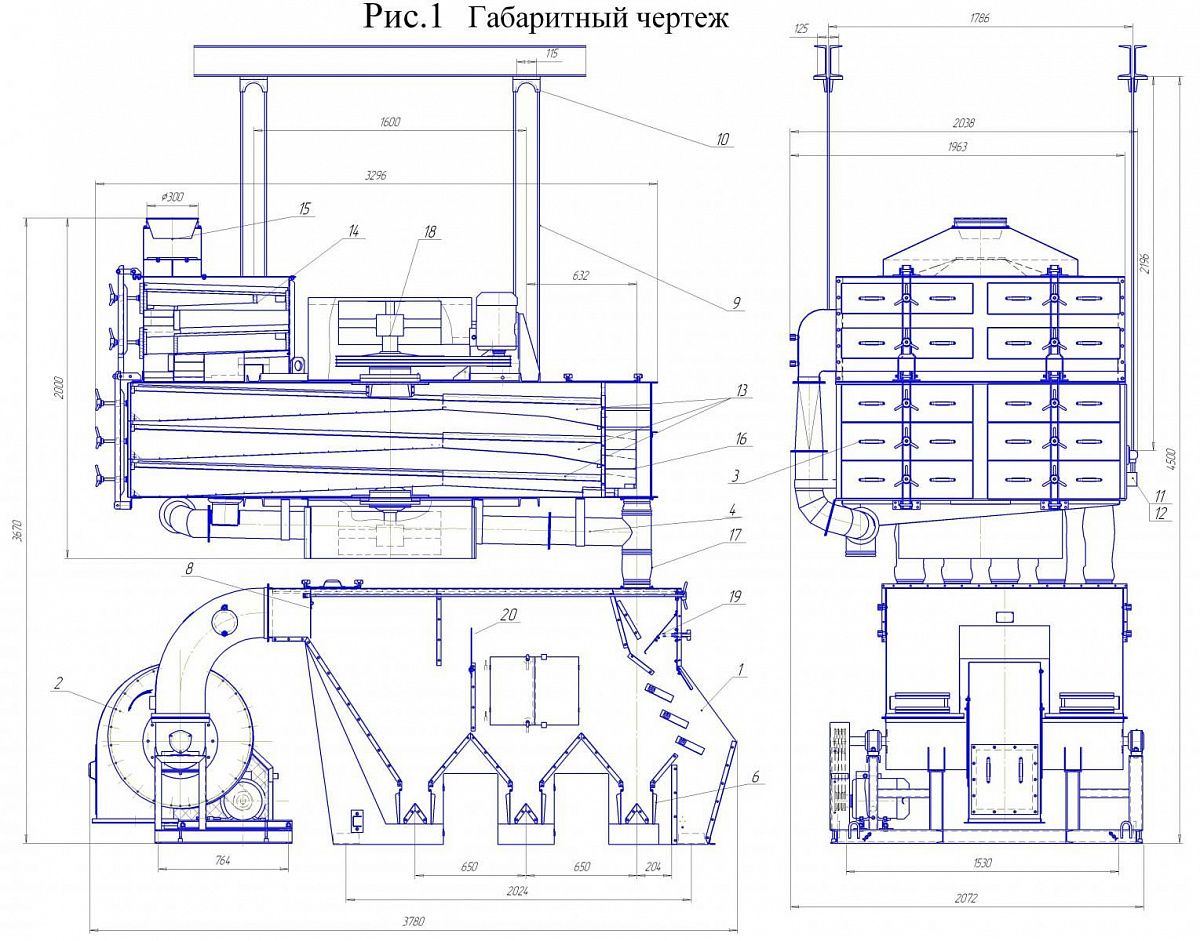 Габаритне креслення НВХ
Габаритне креслення НВХ
 Схема НВХ
Схема НВХ
 Канали
Канали
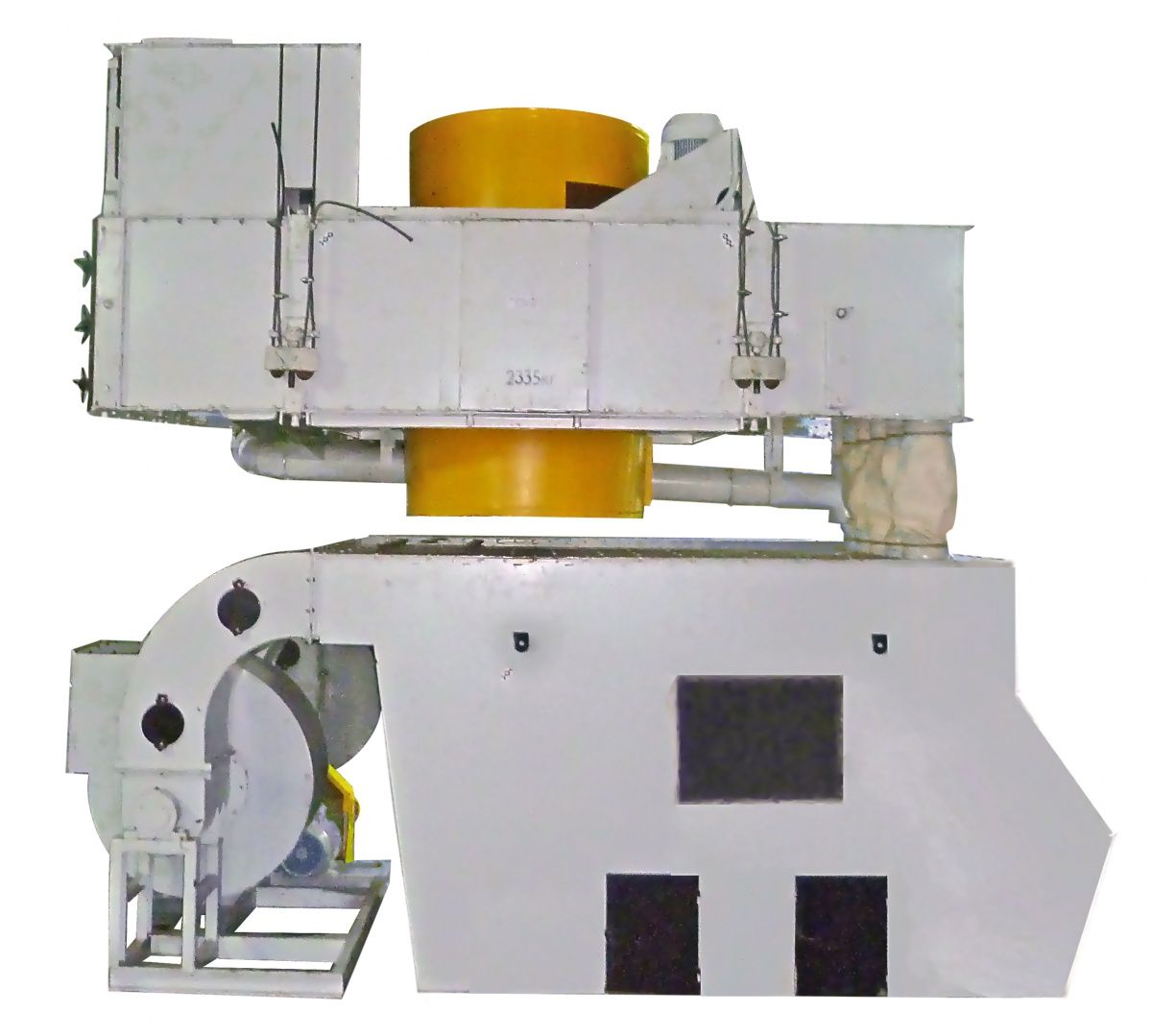
 НВХ в роботі (1)
НВХ в роботі (1)
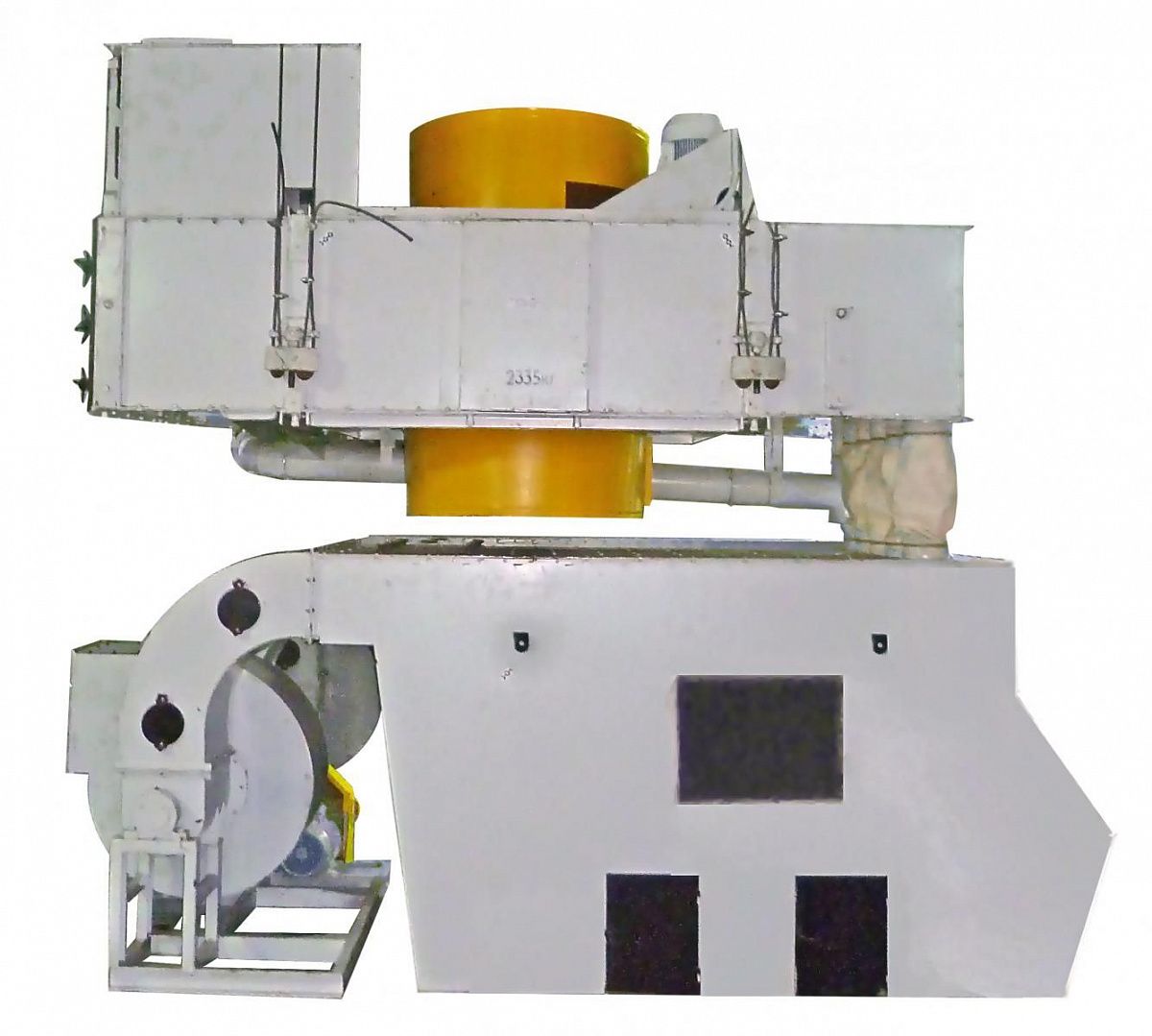
 НВХ в роботі (2)
НВХ в роботі (2)
Принципиальная схема семеновеечной машины Р1-МСТ, Р1-МС-2Т (праобраза НВХ) разработана много десятилетий назад и доказала свою эффективность, но идет время, появляются новые материалы и технологии, нарабатывается опыт эксплуатации, завод постоянно совершенствует конструкцию с привлечением специалистов ведущих научных организаций. С примерами таких исследований вы можете ознакомиться на вкладке «материалы»