Ńĺďŕđŕňîđ ďîďĺđĺäíüîăî î÷čůĺíí˙ çĺđíŕ ŃĎÎ-80 (ńňŕđĺ íŕéěĺíóâŕíí˙ ŃĎÎ-50) ďđčçíŕ÷ĺíčé äë˙ ďîďĺđĺäíüîăî î÷čůĺíí˙ âłä çŕńěł÷ĺíčő äîěłřîę ďîńňóďŕţ÷îăî ç ďîë˙ çĺđíîâîăî âîđîőó âčőłäíîţ âîëîăłńňţ äî 35% ł âěłńňîě äîěłřîę äî 20% (ďđč ďîâíîňł âčäłëĺíí˙ íĺ íčć÷ĺ 0,5). Ńĺďŕđŕňîđ âńňŕíîâëţţňü ó ďđčéěŕëüíčő âłääłëĺíí˙ő ĺëĺâŕňîđłâ, ó ďłäăîňîâ÷čő âłääłëĺíí˙ő çĺđíîńőîâčů ňŕ çĺđíîďĺđĺđîáíčő ďłäďđčşěńňâ.
Ńĺďŕđŕňîđ ŃĎÎ-80 ęđŕůčé âčáłđ äë˙ ďîďĺđĺäíüîż î÷čńňęč âčńîęîçŕńěł÷ĺíîăî âłäíîńíî ńóőîăî çĺđíŕ!
|
ÍŔÉĚĹÍÓÂŔÍÍß ĎŔĐŔĚĹŇĐŔ
|
ÇÍŔ×ĹÍÍß |
|
Ďđîäóęňčâíłńňü, ň/ăîä ďđč î÷čůĺííł ďřĺíčöł îá'şěíîţ |
Äî 80
|
|
Âńňŕíîâëĺíŕ ďîňóćíłńňü, ęÂň, |
11,0 |
|
×ŕńňîňŕ îáĺđňŕíí˙ âŕëŕ âĺíňčë˙ňîđŕ, îá/őâ. |
827 |
|
Ěŕńŕ, ęă, íĺ áłëüřĺ |
1500 |
Ďđčçíŕ÷ĺíí˙ âčđîáó
Ńĺďŕđŕňîđ ďîďĺđĺäíüîăî î÷čůĺíí˙ çĺđíŕ ŃĎÎ-80 ďđčçíŕ÷ĺíčé äë˙ ďîďĺđĺäíüîăî î÷čůĺíí˙ âłä çŕńěł÷ĺíčő äîěłřîę ďîńňóďŕţ÷îăî ç ďîë˙ çĺđíîâîăî âîđîőó âčőłäíîţ âîëîăłńňţ äî 35% ł âěłńňîě äîěłřîę äî 20% (ďđč ďîâíîňł âčäłëĺíí˙ íĺ íčć÷ĺ 0,5). Ńĺďŕđŕňîđ âńňŕíîâëţţňü ó ďđčéěŕëüíčő âłääłëĺíí˙ő ĺëĺâŕňîđłâ, ó ďłäăîňîâ÷čő âłääłëĺíí˙ő çĺđíîńőîâčů ł çĺđíîďĺđĺđîáíčő ďłäďđčşěńňâ ŔĎĘ. Ńĺďŕđŕňîđ âčăîňîâë˙şňüń˙ çŕ 3-ţ ęŕňĺăîđłşţ ĂÎŃŇ 15150 â ęëłěŕňč÷íîěó âčęîíŕííł «Ó».
Ďîđłâí˙íí˙ ďŕđŕěĺňđłâ ńĺďŕđŕňîđłâ ěŕđęč ŃĎÎ
|
Íŕéěĺíóâŕíí˙ |
Çíŕ÷ĺíí˙ |
|
|
ŃĎÎ-80 |
ŃĎÎ-125 |
|
|
Ďđîäóęňčâíłńňü ďđč î÷čůĺííł ďřĺíčöł îá'şěíîţ
|
Äî 80 ň/ăîä |
Äî 125 ň/ăîä |
|
Âńňŕíîâëĺíŕ ďîňóćíłńňü, ęÂň, |
11,0 |
11,75 |
|
Ăŕáŕđčňíł đîçěłđč, ěě. |
3089ő1828ő 3023 |
3089ő1865ő 3322 |
|
×ŕńňîňŕ îáĺđňŕíí˙ âŕëŕ âĺíňčë˙ňîđŕ, îá/őâ. |
827 |
827 |
|
×ŕńňîňŕ îáĺđňŕíí˙ âŕëŕ âĺäó÷îăî ńłňęč, îá/őâ. |
68 |
68 |
|
×ŕńňîňŕ óäŕđłâ ďłäáčâŕëüůčęŕ, óäŕđ/őâ. |
272 |
272 |
|
×ŕńňîňŕ îáĺđňŕíí˙ âŕëŕ âłäőîäłâ, îá/őâ. |
512 |
|
|
Ěŕńŕ, ęă, íĺ áłëüřĺ |
1500 |
1600 |
Íîěłíŕëüíŕ ďđîäóęňčâíłńňü ńĺďŕđŕňîđłâ ŃĎÎ äë˙ đłçíčő ęóëüňóđ
|
Íŕéěĺíóâŕíí˙ ęóëüňóđč |
Îá'şěíŕ ěŕńŕ, ęă/ě3 |
Ďĺđĺđŕőóíęîâčé ęîĺôłöłşíň |
Đîçěłđ ęîěłđęč ńłňęč* |
Íŕéěĺíóâŕíí˙ ęóëüňóđč |
Îá'şěíŕ ěŕńŕ, ęă/ě3 |
Ďĺđĺđŕőóíęîâčé ęîĺôłöłşíň |
Đîçěłđ ęîěłđęč ńłňęč* |
|
Ďřĺíčö˙ |
760 |
1,00 |
15x15 |
ßđîâŕ âčęŕ |
800 |
0,70 |
15x15 |
|
Ęóęóđóäçŕ |
700 |
1,00 |
20x20 |
Îçčěŕ âčęŕ |
800 |
0,60 |
15x15 |
|
Ăîđîő |
800 |
1,00 |
20x20 |
Ńîđăî |
750 |
0,60 |
10x10 |
|
Áîáč |
850 |
1,20 |
20ő20 |
Đčń |
700 |
0,50 |
15x15 |
|
ßđčé ˙÷ěłíü |
720 |
0,85 |
15x15 |
Ńîí˙říčę |
355 |
0,40 |
20x20 |
|
Ćčňî |
700 |
0,90 |
15x15 |
Öóęđîâčé áóđ˙ę |
300 |
0,40 |
20x20 |
|
Îçčěčé ˙÷ěłíü |
650 |
0,80 |
15x15 |
Ďđîńî |
850 |
0,80 |
10x10 |
|
Ńî˙ |
720 |
0,75 |
20x20 |
Đŕďń |
700 |
0,30 |
10x10 |
|
Ęîíîďë˙ |
615 |
0,75 |
10ő10 |
Îâĺń |
500 |
0,70 |
15x15 |
|
Ăđĺ÷ęŕ |
650 |
0,70 |
15x15 |
|
|
|
|
* Đîçěłđ ęîěłđęč ńłňęč çěłíţşňüń˙ â çŕëĺćíîńňł âłä đîçěłđó îáđîáëţâŕíîăî ďđîäóęňó ł óçăîäćóşňüń˙ ç ńďîćčâŕ÷ĺě.
Ďđč çáłëüřĺííł çŕçíŕ÷ĺíčő íîđě çŕńěł÷ĺíîńňł ł âîëîăîńňł âčőłäíîăî ěŕňĺđłŕëó íîěłíŕëüíŕ ďđîäóęňčâíłńňü ěŕřčíč çíčćóşňüń˙ íŕ 2% - íŕ ęîćĺí âłäńîňîę çáłëüřĺíí˙ çŕáóđ'˙íĺíîńňł ňŕ íŕ 5% - íŕ ęîćĺí âłäńîňîę çáłëüřĺíí˙ âîëîăîńňł.
Ďđčńňđłé ł đîáîňŕ
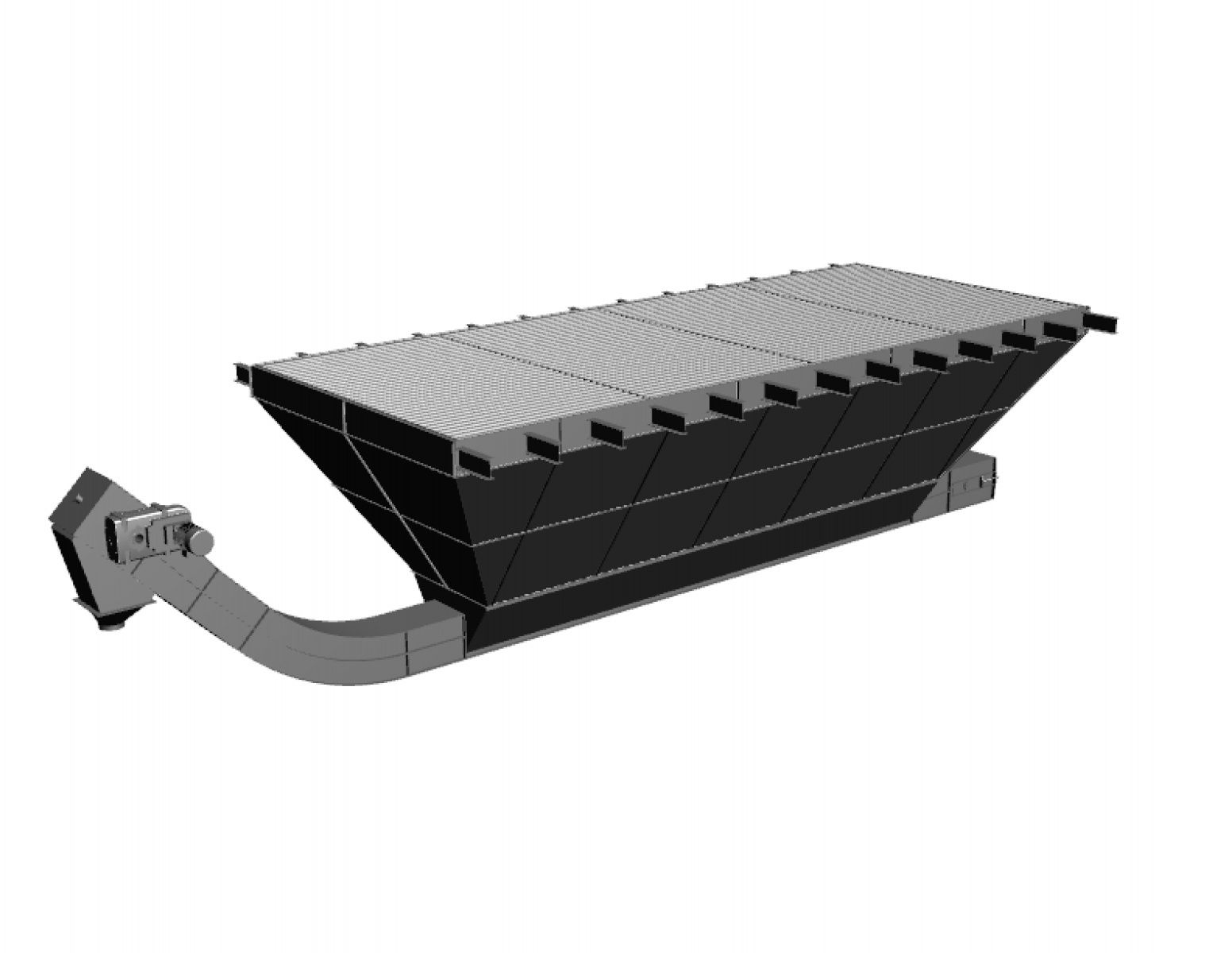
Ńĺďŕđŕňîđ ŃĎÎ-80 (đčń.1,ŕ) ńęëŕäŕşňüń˙ ç ďđčéěŕëüíîż ęŕěĺđč ł ďíĺâěîńĺďŕđŕöłéíîż ńčńňĺěč, ůî ďđĺäńňŕâë˙ţňü ńîáîţ çáłđíî-çâŕđíó ęîíńňđóęöłţ ç ëčńňîâîăî ěŕňĺđłŕëó.

Ďđčéěŕëüíŕ ęŕěĺđŕ ńęëŕäŕşňüń˙ ç đîçďîäłëüíîăî říĺęŕ ç ęëŕďŕíîě ćčâčëüíčęîě ł đĺăóëüîâŕíčěč âŕíňŕćŕěč, «íĺńęłí÷ĺííîăî» ńłň÷ŕńňîăî ňđŕíńďîđňĺđŕ, ęđŕż ˙ęîăî ďđčęđłďëĺíł äî ńďĺöłŕëüíčő ëŕíîę âňóëî÷íî-đîëčęîâîăî ëŕíöţăŕ, ďłäáčâŕëüůčęŕ, âĺäĺíîăî âŕëŕ ł âĺäó÷îăî âŕëŕ ç ďđčâîäíčěč çłđî÷ęŕěč ł îďîđíčěč đîëčęŕěč, âîđîíęč äë˙ âčâĺäĺíí˙ çŕńěł÷ĺíîż äîěłřęč, â ň.÷. ńîëîě'˙íîż.
 îńŕäîâó ęŕěĺđó ďî řčđčíł ńĺďŕđŕňîđŕ âáóäîâŕíčé äłŕěĺňđŕëüíčé âĺíňčë˙ňîđ (đîňîđ) ł říĺę äë˙ âčâĺäĺíí˙ îńŕäćĺíčő âčíîńłâ. Ó íčćíłé ÷ŕńňčíł ďíĺâěîńĺďŕđóţ÷îăî ęŕíŕëó ďĺđĺäáŕ÷ĺíł äâŕ âčďóńęíčő ďŕňđóáęč äë˙ âčâĺäĺíí˙ î÷čůĺíîăî çĺđíŕ ç ńĺďŕđŕňîđŕ.
 ńĺďŕđŕňîđ ďîďĺđĺäíüîăî î÷čůĺíí˙ çĺđíŕ ŃĎÎ-80 ďđîäóęň ďîńňóďŕş ÷ĺđĺç ďđčéěŕëüíčé ďŕňđóáîę, đîçďîäłëüíčé říĺę ł đłâíîěłđíčě řŕđîě ďî âńłé řčđčíł ńĺďŕđŕňîđŕ ďîňđŕďë˙ş íŕ ńłň÷ŕńňčé ňđŕíńďîđňĺđ. Çĺđíî đŕçîě ç ďčëîě ł äđłáíîţ çŕńěł÷ĺíîţ äîěłřęîţ ďđîcłţţ÷čńü ÷ĺđĺç ńłňęó - íŕäőîäčňü ó çîíó ďîâłňđ˙íîăî ńĺďŕđóâŕíí˙.
Âĺëčęŕ çŕńěł÷ĺíŕ äîěłřęŕ ďłäíłěŕşňüń˙ ďî ńłň÷ŕńňîěó ňđŕíńďîđňĺđó âăîđó ł âčâîäčňüń˙ ç ěŕřčíč ÷ĺđĺç ëłéęó. Äë˙ đĺăóëţâŕíí˙ ďîâłňđ˙íîăî ďîňîęó â îńŕäîâó ęŕěĺđó âńňŕíîâëĺíŕ ďîâîđîňíŕ đĺăóëţâŕëüíŕ çŕńëłíęŕ. Íŕ âčőîäł çĺđíŕ ç ńĺďŕđŕňîđŕ ďĺđĺäáŕ÷ĺíł ďđîňčďłäńîńíł ęëŕďŕíŕ, ŕ íŕ âčőîäł äđłáíčő âčíîńłâ – ďđîňčďłäńîńíčé ęëŕďŕí. Äë˙ âłçóŕëüíîăî ńďîńňĺđĺćĺíí˙ çŕ ďđîöĺńîě î÷čůĺíí˙ çĺđíŕ ďĺđĺäáŕ÷ĺíł îăë˙äîâł âłęíŕ, ˙ęł ęđłďë˙ňüń˙ íŕ ńňłíęó çŕ äîďîěîăîţ ăóěîâîăî óůłëüíĺíí˙. Äë˙ ęîíňđîëţ đĺăóëţâŕíí˙ ďîâłňđ˙íîăî ďîňîęó âńňŕíîâëĺíčé ďŕňđóáîę äë˙ çŕáîđó ďđîá.
Äë˙ ďđčâîäó âĺíňčë˙ňîđŕ, đîçďîäłëüíîăî říĺęŕ, říĺęŕ äë˙ âčâĺäĺíí˙ âčíîńłâ, ďđîâłäíîăî ł âĺäĺíîăî âŕëłâ, ďłäáčâŕëüůčęŕ çŕńňîńîâóşňüń˙ ĺëĺęňđîäâčăóí, ęëčíîďŕńîâł ďĺđĺäŕ÷ł ňŕ ëŕíöţăîâł ďĺđĺäŕ÷ł.
Íŕň˙ă đĺěĺíłâ ł ëŕíöţăłâ çŕáĺçďĺ÷óşňüń˙ íŕň˙ćíčěč đîëčęŕěč ł íŕň˙ćíčěč ăâčíňŕěč.  îńŕäîâłé ęŕěĺđł ďĺđĺäáŕ÷ĺíł ňĺőíîëîăł÷íł çíłěíł äâĺđö˙ňŕ äë˙ î÷čůĺíí˙ âĺíňčë˙ňîđŕ âłä ďčëó.

Ďîđłâí˙ëüíčé ŕíŕëłç ďĺđĺâŕă ŃĎÎ-80, ŃĎÎ-125 âłä ŕíŕëîăłâ
- řčđčíŕ (1330 ěě çŕěłńňü 1265) ł äîâćčíŕ (1050 çŕěłńňü 800) đîáî÷îż çîíč ńłň÷ŕńňîăî ňđŕíńďîđňĺđŕ, ó ďłäńóěęó đîáî÷ŕ ďëîůŕ áłëüřĺ íŕ 38% (1,4 ě. ęâ çŕěłńňü 1,01)
- ďîďĺđĺ÷íčé ďĺđĺđłç ęŕíŕëó ŕńďłđŕöłż â çîíł ââĺäĺíí˙ ěŕňĺđłŕëó 1500ő290 ěě çŕěłńňü 1250ő240, â đĺçóëüňŕňł ďëîůŕ ęŕíŕëó áłëüřĺ íŕ 45%
- ÷ŕńňîňŕ îáĺđňŕíí˙ âŕëŕ âĺíňčë˙ňîđŕ 827 îá/őâ çŕěłńňü 690/720
- řâčäęłńňü đóőó ńłňęč 0,98 ě/ńĺę çŕěłńňü 0,78
- ÷ŕńňîňŕ óäŕđłâ ďłäáčâŕëüůčęŕ 272 óäŕđłâ/őâ çŕěłńňü 216
- ÷ŕńňîňŕ îáĺđňŕíí˙ říĺęŕ âłäőîäłâ 512 îá/őâ çŕěłńňü 365
- ęóň íŕőčëó äíčůŕ ďđčéěŕëüíîż ęŕěĺđč (50î çŕěłńňü 45), ůî çáłëüřčëî řâčäęłńňü ńőîäó çĺđíŕ.
Ůî öĺ äŕş:
ěĺňŕë ńňłíîę äĺňŕëĺé ęîđďóńó – 2,5÷3 ěě çŕěłńňü 1,5. Ěč âěłşěî ďđŕöţâŕňč ç ňîíęčě ěŕňĺđłŕëîě, ŕëĺ áłëüřŕ ňîâůčíŕ ńňłíîę íŕäŕş âĺëčęó ćîđńňęłńňü ł ˙ę íŕńëłäîę âłáđîńňłéęłńňü ęîíńňđóęöłż â öłëîěó, ůî ďîçčňčâíî ďîçíŕ÷ŕşňüń˙ íŕ ňĺđěłíł ńëóćáč ďłäřčďíčęłâ, íŕńŕěďĺđĺä âĺíňčë˙ňîđŕ
ĺëĺęňđîäâčăóí áłëüřîţ ďîňóćíłńňţ 11 ęÂň çŕěłńňü 4,75-6,5-7,5. Ďđč ÷ĺđăîâłé ěîäĺđíłçŕöłż, ęîëč â ęîíńňđóęöłţ áóâ äîäŕíčé áłňĺđ íŕ ďĺđĺőłä ěŕňĺđłŕëó ç ďđčéěŕëüíîż ęŕěĺđč ó ęŕíŕë ŕńďłđŕöłż ł äîäŕňęîâčé âŕë ďłäáčâŕëüůčęŕ, çŕěłńňü ĺëĺęňđîäâčăóíŕ 7,5 ęÂň áóâ ďîńňŕâëĺíčé 11 ęÂň. Ó öłé ęîěďëĺęňŕöłż ńďîćčâŕíŕ ďîňóćíłńňü ďłä ÷ŕń âčďđîáóâŕíü ńňŕíîâčëŕ 8,5 ęÂň. Äîäŕňęîâčé âŕë ďłäáčâŕëüůčęŕ íĺ äŕâ çíŕ÷óůîăî ďđčđîńňó ĺôĺęňčâíîńňł ł âłä íüîăî âłäěîâčëčń˙, ˙ę ł âłä áłňĺđŕ (ďđč÷číč äčâčńü íčć÷ĺ), ŕ äâčăóí âčđłřčëč çŕëčřčňč, íĺçâŕćŕţ÷č íŕ ňĺ, ůî ďđč ňŕęłé çěłíł ńďîćčâŕíŕ ďîňóćíłńňü âęëŕäŕëŕń˙ â 7,4-7,5 ęÂň.
(+) ĺëĺęňđîäâčăóí ďđŕöţş ç 70% çŕâŕíňŕćĺíí˙ě - ëĺăęî ńďđŕâë˙şňüń˙ çł ńňŕđňîâčěč ł ďłęîâčěč íŕâŕíňŕćĺíí˙ěč
(+) ěĺőŕíł÷íł äĺňŕëł äâčăóíŕ, đîçđŕőîâŕíł íŕ áłëüř âčńîęł íŕâŕíňŕćĺíí˙, ńëóćŕňü äîâřĺ
(+) ěłíłěłçóşňüń˙ íĺăŕňčâíčé âďëčâ ˙ęîńňł ĺëĺęňđîĺíĺđăłż (ďĺđĺďŕäč íŕďđóăč, îńîáëčâî ďđč çíčćĺíłé, íĺńčíóńîżäŕëüíłńňü ŕáî íĺńčěĺňđč÷íłńňü)[1]
(-) đĺŕëüíî ńďîćčâŕíŕ ďîňóćíłńňü íĺ íŕáŕăŕňî áłëüřĺ, íłć ďđč âčęîđčńňŕííł äâčăóíŕ 7,5 ęâň íŕ íîěłíŕëüíîěó đĺćčěł.
(-) şäčíčě çíŕ÷óůčě ěłíóńîě ş öłíŕ – äâčăóí 11 ęÂň äîđîć÷ĺ ďđčáëčçíî íŕ 200 USD.
Âňłě, âčáłđ çŕ ńďîćčâŕ÷ĺě, çŕ áŕćŕíí˙ě çŕěîâíčęŕ, ěč âńňŕíîâčěî ĺëĺęňđîäâčăóí 7,5 ęâň.
Ęđłě ňîăî, ůî áłëüřĺ ł ňîâńňłřĺ, ůĺ ęđŕůĺ ĺôĺęňčâíłńňü:
- ďîäîâćĺíŕ íčćí˙ ÷ŕńňčíŕ ďâíĺâěîńĺďŕđŕöłéíîăî ęŕíŕëó
- â ńĺđňčôłęîâŕíłé ëŕáîđŕňîđłż áóëî ďđîâĺäĺíî ěŕňĺěŕňč÷íĺ ěîäĺëţâŕíí˙ ňĺ÷łż ďîâłňđ˙ â ďíĺâěîńĺďŕđóţ÷łé ńčńňĺěł ďîďĺđĺäíüîż (ĚĎÎ-50) ňŕ ěîäčôłęîâŕíîż ęîíńňđóęöłż ŃĎÎ-80, íŕ ďłäńňŕâł ˙ęîăî îďňčěłçîâŕíŕ ďíĺâěîńĺďŕđóţ÷ŕ ńčńňĺěŕ:
- çěłíĺíŕ ôîđěŕ «ęđŕďëł» â íčćíłé ÷ŕńňčíł đîçěĺćóâŕëüíîż ńňłíęč ěłć ďíĺâěîńĺďŕđŕöłéíčě ł đĺöčđęóë˙öłéíčě ęŕíŕëîě
- çŕęłí÷ĺíí˙ âĺđőíüîż ÷ŕńňčíč đîçěĺćóâŕëüíîż ńňłíęč íŕ âőîäł â îńŕäîâó ęŕěĺđó íŕáóëî ŕĺđîäčíŕěł÷íó ôîđěó
- çěłíĺíŕ ęđčâčçíŕ îńŕäîâîż ęŕěĺđč,
- óńĺ öĺ â ęîěďëĺęńł ďđčçâĺëî äî çěĺířĺíí˙ çîí çâîđîňíčő ďîâłňđ˙íčő ďîňîęłâ ł âčđłâíţâŕííţ âĺęňîđłâ řâčäęîńňł ďîňîęłâ, ůî ďîëłďřčëî ˙ęłńňü î÷čůĺíí˙.[2]
 çâ'˙çęó ç öčě íĺîáőłäíî âłäçíŕ÷čňč ďđčíöčďîâó âłäěłííłńňü ŕĺđîäčíŕěł÷íčő őŕđŕęňĺđčńňčę ŃĎÎ-80 ł ĚĎÎ-50Ě ç âčăíóňîţ (ęđčâîëłíłéíîţ) ôîđěîţ ŕńďłđŕöłéíîż ÷ŕńňčíč âłä ďđ˙ěîëłíłéíčő ęîíňóđłâ ěŕřčí ALFA-50, ĚĎÎ-50Ě (Äíłďđîďĺňđîâńüęŕ îáë). Ňŕę, ňŕęł ěŕřčíč ďđîńňłřĺ ł äĺřĺâřĺ ó âčăîňîâëĺííł, ŕëĺ ç çŕâäŕíí˙ěč ŕńďłđŕöłż âîíč ńďđŕâë˙ţňüń˙ ăłđřĺ.
çěłíĺíł ęóňč ŕňŕęč ëîďŕńňĺé âĺíňčë˙ňîđŕ, ůî ďđčçâĺëî äî áłëüř ňčőîż đîáîňč ěŕřčíč ł çěĺířĺíí˙ íŕëčďŕíí˙ ďčëó íŕ ëîďŕńň˙ő. Ďđč íŕëčďŕííł ďčëó ĺôĺęňčâíłńňü âĺíňčë˙ňîđŕ ďŕäŕş ł, ˙ę íŕńëłäîę, ďîăłđřóşňüń˙ ˙ęłńňü î÷čůĺíí˙.
çáłëüřĺíî řë˙ő ďđîőîäćĺíí˙ ďđîäóęňó â ďíĺâěîńĺďŕđŕöłéíîěó ęŕíŕëł, ůî ďłäâčůóş ĺôĺęňčâíłńňü î÷čůĺíí˙ ďđîäóęňó âłä ëĺăęčő äîěłřîę. Îäíŕę öĺ çáłëüřčëî âčńîňó ěŕřčíč. [3]
çáłëüřĺíí˙ âčńîňč ěŕřčíč äîçâîëčëî çáłëüřčňč ęóň íŕőčëó äíčůŕ ďđčéěŕëüíîż ęŕěĺđč (ç 45 äî 50), ůî çŕďîáłăŕş çŕë˙ăŕíí˙ ďđîäóęňó íŕ íüîěó;
çáłëüřĺíí˙ ęóňŕ íŕőčëó äíčůŕ ďđčéěŕëüíîż ęŕěĺđč äîçâîëčëî âłäěîâčňčń˙ âłä áłňĺđŕ, ˙ęčé ďđčěóńîâî çŕâŕíňŕćóâŕâ çĺđíî â ŕńďłđŕöłéíó ęŕěĺđó ł âčęîíóâŕâ ôóíęöłţ ďđîňčďłäńîńíîăî ęëŕďŕíŕ, â íîâłé ęîíńňđóęöłż, çŕâä˙ęč çáłëüřĺíîěó ęóňó íŕőčëó äíčůŕ, çĺđíî éäĺ ńŕěîďëčâîě ç áłëüřîţ řâčäęłńňţ, ŕ çŕěłńňü áłňĺđŕ âńňŕíîâëĺíł ďđîňčďłäńîńíł ęëŕďŕíŕ. Öĺ ďđčçâĺëî äî çěĺířĺíí˙ ňđŕâěóâŕíí˙ ďđîäóęňó ł çáłëüřĺíí˙ ďđîäóęňčâíîńňł ěŕřčíč, ŕ ňŕęîć đîçâŕíňŕćčëî ĺëĺęňđîäâčăóí íŕ 1,1 ęÂň ł äîçâîëčëî ńęîđîňčňč ĺęńďëóŕňŕöłéíł âčňđŕňč (íŕ 1 ëŕíöţă ďđčâîäó ł 2 ďłäřčďíčęŕ). Ęîđîňęî÷ŕńíčé äîńâłä çŕńňîńóâŕíí˙ áłňĺđŕ â ęîíńňđóęöłż ŃĎÎ-50 ďîęŕçŕâ çđîńňŕíí˙ ňđŕâěóâŕíí˙ çĺđíŕ, îńîáëčâî ęóęóđóäçč. Ç öłşż ć ďđč÷číč çŕńňîńóâŕíí˙ říĺęŕ íŕ âőîäł ěŕňĺđłŕëó â ďđčéěŕëüíó ęŕěĺđó ęđŕůĺ áłňĺđŕ, ŕëĺ ěč ďłřëč ůĺ äŕëł;
- â ěîäčôłęŕöłż ěŕřčíč ç ćčâčëüíčęîě (ŃĎÎ-125) ďđčéěŕëüíčé (đîçďîäłëü÷čé) říĺę çŕěłíĺíčé íŕ ćčâčëüíčę ç ůłëčíîďîäłáíîţ çŕńóâęîţ, ˙ęŕ çäłéńíţş ęîëčâŕëüíł đóőč, ůî âčęëţ÷ŕş ňđŕâěóâŕíí˙ çĺđíŕ ł çŕâä˙ęč áłëüř đłâíîěłđíîěó đîçďîäłëó ďđîäóęňó ďî řčđčíł çáłëüřóş ďđîäóęňčâíłńňü ěŕřčíč. Äë˙ îáđîáęč íŕńłííşâîăî ěŕňĺđłŕëó ěč íŕďîëĺăëčâî đĺęîěĺíäóşěî ŃĎÎ-125, íŕâłňü ˙ęůî ňŕęŕ ďđîäóęňčâíłńňü íŕäëčřęîâŕ.
Âłäńóňíłńňü ďłäáčâŕëüůčęŕ – íŕ ďřĺíčöł (ćčňł, âłâńł ..) ç íčçüęîţ çŕáđóäíĺíłńňţ ł âîëîăłńňţ íĺ çđîáčňü âĺëčęîăî âďëčâó íŕ ˙ęłńňü î÷čůĺíí˙, ŕëĺ ďđč ńčëüíîěó çŕáđóäíĺííł ňŕ ůĺ é ďđč ďłäâčůĺíłé âîëîăîńňł, ŕ ňčě áłëüřĺ íŕ ęóęóđóäçł ÷č ńîí˙říčęó ďđčçâĺäĺ äî ďłäâčůĺíîăî âčęčäó çĺđíŕ ç âĺëčęčěč âłäőîäŕěč îńîáëčâî íŕ ńłňöł 10*10.
Ůî ş ó íŕń, ł ÷îăî ó íčő íĺěŕş (äĺ ďîâíłńňţ, äĺ ÷ŕńňęîâî):
Âłäńóňíłńňü říĺęŕ âłäőîäłâ – ŕëüňĺđíŕňčâíŕ ęîíńňđóęöł˙ - ęëŕďŕí ç ň˙ăŕđö˙ěč ďĺđĺäáŕ÷ŕş, ůî ëĺăęł äîěłřęč ńęóď÷óţňüń˙ íŕ äíł ŕńďłđŕöłéíîż ęŕěĺđč ł ęîëč żő âŕăŕ ďĺđĺâčůóş âŕăó âŕíňŕćłâ, ëĺăęł äîěłřęč ďłä âëŕńíîţ âŕăîţ ďđîäŕâëţţňü ęëŕďŕí ł âłäáóâŕşňüń˙ ńęčäŕíí˙ íŕęîďč÷ĺíčő äîěłřîę. Öĺ ńęčäŕíí˙ ďîâňîđţşňüń˙ öčęëł÷íî, ďđč öüîěó ďîđóřóşňüń˙ đĺćčě öčđęóë˙öłż â ŕńďłđŕöłéíłé ęŕěĺđł (âłäáóâŕşňüń˙ ńęčäŕíí˙ ňčńęó ł ńňđčáęîďîäłáíĺ çíčćĺíí˙ řâčäęîńňł ďîâłňđ˙íîăî ďîňîęó â ŕńďłđŕöłéíîěó ęŕíŕëł, ďłä ÷ŕń ˙ęîăî ďŕäŕş ˙ęłńňü î÷čůĺíí˙), ęđłě ňîăî â ďđîěłćęŕő ěłć ńęčäŕíí˙ě ëĺăęł äîěłřęč ç ęóďč íŕ ęëŕďŕíł âńĺđĺäčíł ŕńďłđŕöłéíîż ęŕěĺđč ďîâňîđíî çŕőîďëţţňüń˙ ďîňîęîě ďîâłňđ˙ â íŕăíłňŕëüíčé ęŕíŕë ł ÷ŕńňęîâî ďîňđŕďë˙ţňü â çĺđíî íŕ âčőîäł.
Ďîńňłéíî ďđŕöţţ÷ĺ říĺęîâĺ âčâŕíňŕćĺíí˙, ç óđŕőóâŕíí˙ě ĺęđŕíó íŕä íčě âńĺđĺäčíł îńŕäîâîż ęŕěĺđč, äë˙ çŕňđčěęč äîěłřîę ó říĺęŕ, ˙ęčé ňŕę ńŕěî âłäńóňíłé â ęîíńňđóęöłż ALFA ňŕ żż ŕíŕëîăłâ, ďîçáŕâëĺíĺ öčő íĺäîëłęłâ.
Âłäńóňíłńňü ďđîňčďłäńîńíčő ęëŕďŕíłâ íŕ âőîäł çĺđíŕ â ŕńďłđŕöłéíó ÷ŕńňčíó ěŕřčíč – ďđčçâîäčňü äî ďŕäłíí˙ ňčńęó (řâčäęîńňł) ďîâłňđ˙íîăî ďîňîęó â ęŕíŕëł ŕńďłđŕöłż âčůĺ çîíč âőîäó ěŕňĺđłŕëó, ňŕę ˙ę ÷ŕńňčíŕ ďîâłňđ˙íîăî ďîňîęó ďđ˙ěóş â ďđčéěŕëüíó ęŕěĺđó ł âčőîäčňü đŕçîě ç âĺëčęčěč äîěłřęŕěč. Öĺ ďđčçâîäčňü äî ňîăî, ůî íŕéâŕć÷čě ÷ŕńňčíęŕě ç äđłáíčő äîěłřîę íĺ âčńňŕ÷ŕş íĺ âčńňŕ÷ŕş íŕďîđó äë˙ ďîňđŕďë˙íí˙ â îńŕäîâó ęŕěĺđó ł âîíč éäóňü đŕçîě ç çĺđíîě.
Ó íŕřîěó ńĺďŕđŕňîđł âńł ňđč ňî÷ęč âőîäó ěŕňĺđłŕëó, âčőîäó çĺđíŕ, âčőîäó äđłáíčő äîěłřîę (íŕâłňü ďłńë˙ říĺęŕ) îáëŕäíŕíł ďđîňčďłäńîńíčěč ęëŕďŕíŕěč.
Âńňŕíîâëĺíčé ňĺđěłí ńëóćáč â íŕřîěó ďŕńďîđňł âęŕçŕíî ç ňĺő. óěîâ ˙ęł áóëč çŕäŕíł ďđč ďî÷ŕňęîâłé ďîńňŕíîâöł íŕ âčđîáíčöňâî â 1999 đîöł ł íŕ ďłäńňŕâł ˙ęčő âłí ďđîőîäčâ ńĺđňčôłęŕöłţ. Âńł ńĺďŕđŕňîđč âčďóůĺíł â ňîěó đîöł äîńł ďđŕöţţňü, íĺ ęŕćó÷č ďđî ňł, ˙ęł âčďóńęŕëčń˙ â áłëüř ďłçíłé ÷ŕń.
Ďđî íŕäëčřęîâó ďđîäóęňčâíłńňü
×ŕńňî âčíčęŕţňü ńčňóŕöłż, ęîëč ďđîäóęňčâíłńňü 80 ň/ăîä íĺ ďîňđłáíŕ, öłëęîě äîńňŕňíüî 50 ň/ăîä – ďđč ďîđłâí˙íčő öłíŕő, âłäďîâłäü î÷ĺâčäíŕ: ďđč íĺďîâíîěó çŕâŕíňŕćĺííł ôŕęňč÷íŕ ˙ęłńňü î÷čůĺíí˙, îńîáëčâî âłä äđłáíčő äîěłřîę â ŕńďłđŕöłéíłé ÷ŕńňčíł, çíŕ÷íî âčůĺ, íłć ó ŕíŕëîăłâ. Áŕăŕňî çĺđíîńőîâčů, îńîáëčâî íĺâĺëčęł, äĺ íĺěŕş íĺîáőłäíîńňł â ěŕęńčěŕëüíłé ďđîäóęňčâíîńňł, ńňŕâë˙ňü íŕ ďřĺíčöţ ńłňęó 10ő10, âčęîđčńňîâóţňü ńőĺěó äîäŕňęîâîż ŕńďłđŕöłż[4] ł äîěŕăŕţňüń˙ ˙ęîńňł î÷čůĺíí˙, ˙ęĺ äîçâîë˙ş żě îáőîäčňčń˙ áĺç äîäŕňęîâîż îáđîáęč íŕ đĺřłňíčő ńĺďŕđŕňîđŕő ÁŃŐ-100.
Ňĺîđł˙ ł ďđŕęňčęŕ, ňî÷íłřĺ ňĺîđł˙ íŕ ďđŕęňčöł
Řâčäęłńňü âčňŕíí˙, ďîăđŕíč÷íčé řŕđ, ęóň âőîäó â ďîâłňđ˙íčé ďîňłę ł áŕăŕňî ůĺ ÷îăî ęîđčńíîăî ěîćíŕ äłçíŕňčń˙ â ňĺîđĺňč÷íłé ëłňĺđŕňóđł, ďî÷číŕţ÷č ç ÷ŕńłâ ńňâîđĺíí˙ ďđîňîňčďłâ ńó÷ŕńíčő ěŕřčí, ăđóíňîâíčé ňĺîđĺňč÷íčé ěŕňĺđłŕë ďđî ďđčíöčďč đîáîňč ˙ęčő âčęëŕäĺíî, íŕďđčęëŕä ó ďđŕöł «Ďđîöĺńč ńĺďŕđóâŕíí˙ íŕ çĺđíîďĺđĺđîáíčő ďłäďđčşěńňâŕő» Â. Â. Ăîđňčíńüęčé, Ŕ. Á. Äĺěńüęčé, Ě. Ě.: Ęîëîń, 1980. (äčâ. âęëŕäęó íŕ ńňîđłíöł ńŕéňó - ŃĎÎ - Ěŕňĺđłŕëč). Ňŕě ňĺîđĺňč÷íł âčęëŕäęč ďĺđĺâłđ˙ëčń˙ ůĺ íŕ ĹÎĚ «Ěłíńüę-22ě». ×ŕń íĺ ńňîżňü íŕ ěłńöł ł ěč ďîńňłéíî âłäńňĺćóşěî âńł íîâł äîńëłäćĺíí˙ â îáëŕńň˙ő, ďîâ'˙çŕíčő ç ďđîäóęöłşţ, ˙ęó ěč âčđîáë˙şěî. Ó íŕń ş ěîćëčâłńňü (ł ěč íĺţ ŕęňčâíî ęîđčńňóşěîń˙) ďĺđĺâłđ˙ňč íŕ ďđŕęňčöł íŕéáłëüř ďĺđńďĺęňčâíł, íŕ íŕř ďîăë˙ä, łäĺż.
Íĺ âńł íîâîââĺäĺíí˙ ďđîőîä˙ňü ďĺđĺâłđęó. ßę, íŕďđčęëŕä, çŕńňîńóâŕíí˙ áłňĺđŕ ďđč çŕâŕíňŕćĺííł çĺđíŕ â ŕńďłđŕöłéíčé ęŕíŕë. Ůĺ ó âčůĺ çăŕäŕíłé ďđŕöł 1980 đîęó [7] áóëî çŕçíŕ÷ĺíî, «ůî óěîâč ńĺďŕđóâŕíí˙ äë˙ çŕőîďëĺíí˙ ł âčíîńó ÷ŕńňčíîę ďîâłňđ˙íčě ďîňîęîě ďđč ęóňŕő żő ââĺäĺíí˙ â ęŕíŕë α = -100 č α=00 áłëüř ńďđč˙ňëčâł» (ńňîđ 168). Áłëüř äĺňŕëüíî ňĺîđł˙ çŕńňîńóâŕíí˙ áłňĺđŕ đîçâčâŕşňüń˙ äîńł, íŕďđčęëŕä ŔÂŇÎĐĹÔĹĐŔŇ äčńĺđňŕöłż [8].
 Ěč âčďóńňčëč ďŕđňłţ ŃĎÎ ç áłňĺđŕěč. Đĺŕëüíĺ, őî÷ŕ ł íĺçíŕ÷íĺ ďłäâčůĺíí˙ ˙ęîńňł î÷čůĺíí˙ áóëî, ůî ďłäňâĺđäčëî ňĺîđĺňč÷íł đîçđŕőóíęč, ŕëĺ ďîáł÷íčé ĺôĺęň ňđŕâěóâŕíí˙ çĺđíŕ, â çîíł ěłć ăđŕííţ ëîďŕńňł áłňĺđŕ ł ęîđďóńîě (îńîáëčâî ńîí˙říčęó ł ęóęóđóäçč, ˙ęŕ íŕ 15% áłňĺđîě ďĺđĺňâîđţâŕëŕń˙ â ęđóďęó) íĺ ňłëüęč çâłâ íŕíłâĺöü âĺńü ďîçčňčâíčé ĺôĺęň íŕ äđłáíčő ł ńĺđĺäíłő çëŕęîâčő (ďřĺíčö˙, ćčňî ňîůî), ŕëĺ ł çđîáčâ ĺęîíîěł÷íî íĺäîöłëüíčě éîăî çŕńňîńóâŕíí˙ íŕ âĺëčęčő.
Ěč âčďóńňčëč ďŕđňłţ ŃĎÎ ç áłňĺđŕěč. Đĺŕëüíĺ, őî÷ŕ ł íĺçíŕ÷íĺ ďłäâčůĺíí˙ ˙ęîńňł î÷čůĺíí˙ áóëî, ůî ďłäňâĺđäčëî ňĺîđĺňč÷íł đîçđŕőóíęč, ŕëĺ ďîáł÷íčé ĺôĺęň ňđŕâěóâŕíí˙ çĺđíŕ, â çîíł ěłć ăđŕííţ ëîďŕńňł áłňĺđŕ ł ęîđďóńîě (îńîáëčâî ńîí˙říčęó ł ęóęóđóäçč, ˙ęŕ íŕ 15% áłňĺđîě ďĺđĺňâîđţâŕëŕń˙ â ęđóďęó) íĺ ňłëüęč çâłâ íŕíłâĺöü âĺńü ďîçčňčâíčé ĺôĺęň íŕ äđłáíčő ł ńĺđĺäíłő çëŕęîâčő (ďřĺíčö˙, ćčňî ňîůî), ŕëĺ ł çđîáčâ ĺęîíîěł÷íî íĺäîöłëüíčě éîăî çŕńňîńóâŕíí˙ íŕ âĺëčęčő.
Ŕńčíőđîííł ĺëĺęňđîäâčăóíč (ŔÄ)
Âňđŕňč ŕęňčâíîż ďîňóćíîńňł â ďîâíłńňţ çŕâŕíňŕćĺíčő äâčăóíŕő, ˙ęł ďđŕöţţňü ç ďîńňłéíčě ěîěĺíňîě îďîđó, çđîńňŕţňü ďđč çíčćĺíł íŕďđóăč âíŕńëłäîę çđîńňŕíí˙ ńňđóěó, ůî ńďîćčâŕşňüń˙ ç ěĺđĺćł ł ďđč çđîńňŕííł íŕďđóăč öł âňđŕňč çěĺířóţňüń˙. Ďđč ňđčâŕëîěó âłäőčëĺíí˙ íŕďđóăč 0,9 Uíîě ňĺđěłí ńëóćáč äâčăóíŕ çíčćóşňüń˙ âäâł÷ł.
Âłäőčëĺíí˙ íŕďđóăč âďëčâŕţňü íŕ çíŕ÷ĺíí˙ âňđŕň â ĺëĺęňđîäâčăóíŕő, ňîěó ňĺďëîâĺ ńňŕđłíí˙ łçîë˙öłż çŕëĺćčňü âłä âłäőčëĺíí˙ íŕďđóăč ł çŕâŕíňŕćĺíí˙ ĺëĺęňđîäâčăóíŕ. Ďđč ďîçčňčâíčő âłäőčëĺíí˙ő ňĺđěłí ńëóćáč łçîë˙öłż Ňń , ďîđłâí˙íî çł çíŕ÷ĺíí˙ě Ňíîě ďđč íîěłíŕëüíčő çíŕ÷ĺíí˙ő íŕďđóăč ł çŕâŕíňŕćĺííł, çěłíţşňüń˙ îáĺđíĺíî ďđîďîđöłéíî ęâŕäđŕňó ęîĺôłöłşíňŕ çŕâŕíňŕćĺíí˙ Ęç:
![]()
Î÷ĺâčäíî, ůî ďđč Ęç <1 ňĺďëîâĺ ńňŕđłíí˙ łçîë˙öłż çěĺířóşňüń˙.
Ďđč íĺăŕňčâíčő âłäőčëĺíí˙ő ňĺđěłí ńëóćáč łçîë˙öłż ńęîđî÷óşňüń˙ ł âčçíŕ÷ŕşňüń˙ đłâí˙íí˙ě:
![]() .
.
Ňîěó ç ňî÷ęč çîđó íŕăđłâó äâčăóíŕ áłëüř íĺáĺçďĺ÷íł ó đîçăë˙íóňčő ěĺćŕő íĺăŕňčâíł âłäőčëĺíí˙ íŕďđóăč.
Ďđč đîáîňł ŔÄ ç íîěłíŕëüíčě îáĺđňîâčě ěîěĺíňîě ł ęîĺôłöłşíňîě çâîđîňíîż ďîńëłäîâíîńňł íŕďđóăč, ůî äîđłâíţş 4%, ňĺđěłí ńëóćáč łçîë˙öłż éîăî ńęîđî÷óşňüń˙ ďđčáëčçíî â 2 đŕçč çŕ đŕőóíîę äîäŕňęîâîăî íŕăđłâó. ßęůî íŕďđóăŕ íŕ îäíłé ç ôŕç áóäĺ çíŕ÷íî ďĺđĺâčůóâŕňč íîěłíŕëüíĺ çíŕ÷ĺíí˙, ńęîđî÷ĺíí˙ ńňđîęó ńëóćáč łçîë˙öłż áóäĺ ůĺ áłëüřčě.

[3]. Íŕ âőîäł â ďíĺâěîńĺďŕđŕöłéíčé ęŕíŕë çĺđíî ďîňđŕďë˙ş â îńíîâíčé ńňđóěłíü ďîâłňđ˙íîăî ďîňîęó â ďĺđřčé đŕç (ďđî đîçďîäłë řâčäęîńňĺé ł ůłëüíîńňł ďîâłňđ˙íîăî ďîňîęó â ęŕíŕëŕő - [5]) â çŕëĺćíîńňł âłä ňî÷ęč ńőîäćĺíí˙ (ďĺđřčé ŕáî äđóăčé ˙đóń, ďîëîćĺíí˙ çĺđíčíč â řŕđł çĺđíŕ – çíčçó ŕáî çâĺđőó) ł ńâîşż âŕăč, âłäáóâŕşňüń˙ ďĺđâčííĺ đîçńłţâŕíí˙ ł çĺđíŕ âäŕđ˙ţňüń˙ îá ďîőčëó, ďđîňčëĺćíó ńňłíęó ęŕíŕëó. Ďłä ÷ŕń óäŕđó, âłäáóâŕşňüń˙ âłääłëĺíí˙ ďđčëčďëčő äî çĺđíŕ ÷ŕńňčíîę äîěłřîę, çĺđíî ďĺđĺâĺđňŕşňüń˙ ł âłäáčâŕţ÷čńü âłä ńňłíęč ęŕíŕëó âäđóăĺ ďîňđŕďë˙ş â îńíîâíčé ńňđóěłíü ďîâłňđ˙íîăî ďîňîęó (âńüîăî âłä 2 äî 5 đŕçłâ â ďđîöĺńł ďŕäłíí˙), ďłä ÷ŕń öüîăî ďđîöĺńó âłäáóâŕşňüń˙ î÷čůĺíí˙ âłä ďđčëčďëčő ÷ŕńňčíîę (â çŕëĺćíîńňł âłä âčńîňč ňî÷ęč ęîíňŕęňó, âŕăč, ˙ęčě ěłńöĺě çĺđíî âäŕđčëîńü) ˙ęł ó đŕçł âłëüíîăî ďŕäłíí˙ ó âĺđňčęŕëüíîěó ęŕíŕëł çŕëčřŕţňüń˙ â ďđčęîđäîííîěó ŕĺđîäčíŕěł÷íîěó řŕđł íŕâęîëî íŕńłíí˙ [6]. Ó âĺđňčęŕëüíîěó ęŕíŕëł (ALFA) ÷ŕńňčíŕ çĺđíŕ âçŕăŕëł íĺ âäŕđ˙şňüń˙ îá ńňłíęó, ŕ ÷ŕńňčíŕ ęîâçŕş óçäîâć ńňłíîę ęŕíŕëó, ňŕě, äĺ ńčëŕ ďîâłňđ˙íîăî ďîňîęó çíŕ÷íî ńëŕáęłřĺ.
[4]. Đîçěĺćóâŕëüíŕ ńňłíęŕ ěłć ďíĺâěîńĺďŕđŕöłéíčě ł đĺöčđęóë˙öłéíčě ęŕíŕëîě (ďĺđĺőłä) çŕęłí÷óşňüń˙ â íčćíłé ÷ŕńňčíł «ęđŕďëĺţ» ŕĺđîäčíŕěł÷íîż ôîđěč. «Ęđŕďë˙» âńĺđĺäčíł ďîđîćí˙, íŕ żż ńňłíöł ç áîęó đĺöčđęóë˙öłéíîăî ęŕíŕëó ş ůłëčíîâčäíł ďđîđłçč. Äîäŕňęîâŕ ŕńďłđŕöł˙ ďłäęëţ÷ŕşňüń˙ äî öłşż ďîđîćíčíč ł ÷ĺđĺç ďđîđłçč âłäńěîęňóş ńŕěó äđłáíó ôđŕęöłţ äîěłřîę, ˙ęŕ íĺ îńłëŕ â îńŕäîâłé ęŕěĺđł.

[5]. «ńĺďŕđóâŕíí˙ çĺđíŕ â ďîâłňđ˙íčő ęŕíŕëŕő çĺđíîî÷čńíčő ěŕřčí íĺ çŕáĺçďĺ÷óş äîńčňü âčńîęó ˙ęłńňü, ůî îáóěîâëĺíî ęîđîňęî÷ŕńíčě âďëčâîě ďîňîęó ďîâłňđ˙ íŕ ÷ŕńňčíęč îáđîáëţâŕíîăî ěŕňĺđłŕëó, đłçęčě çíčćĺíí˙ě řâčäęîńňł ďîâłňđ˙ â áëčçüęî ńňłííîěó ďđîńňîđł»
«Óäîńęîíŕëĺíí˙ ďđîöĺńó đîáîňč ďíĺâěîńĺďŕđŕňîđŕ çŕ đŕőóíîę đŕöłîíŕëüíîż ďîäŕ÷ł çĺđíîâîż ńóěłřł â ďîâłňđ˙íčé ďîňłę» ŔÂŇÎĐĹÔĹĐŔŇ äčńĺđňŕöłż, ×ĺë˙áłíńüę, 2008 Ňŕâňčëîâ ł.Ř. «Îđĺíáóđçüęčé äĺđćŕâíčé óíłâĺđńčňĺň»
[6]. «ĚÎÄĹËŢÂŔÍÍß ĎĐÎÖĹŃÓ ĎÍĹÂĚÎŃĹĎŔĐŔÖ˛Ż ŇŔ ÇÍĹĎČËŢÂŔÍÍß ŃÎÍßŘÍČĘÓ Â ĎβŇĐßÍÎĚÓ ĎÎŇÎÖ˛» Äłäóđ Â.Ŕ., ŕęŕä. ĚŔŔÎ, ä.ň.í., ďđîô. Ňęŕ÷ĺíęî Ŕ.Â., ę.ň.í.
Ňŕâđłéńüęčé äĺđćŕâíčé ŕăđîňĺőíîëîăł÷íčé óíłâĺđńčňĺň ě. Ěĺëłňîďîëü, 2013


«Ďđč îáňłęŕííł ďđčëčďëčő ÷ŕńňčíîę, ůî çíŕőîä˙ňüń˙ â ďđčęîđäîííîěó řŕđł, âłäíîńíŕ řâčäęłńňü ÷ŕńňčíęč â ďîâłňđ˙íîěó ďîňîöł çěłíţşňüń˙ âłä íóë˙ äî ďĺâíîăî çíŕ÷ĺíí˙....Ňŕęčě ÷číîě, âłäđčâ ďîâłňđ˙íčě ďîňîęîě ďđčëčďëčő ÷ŕńňčíîę íĺđîçđčâíî ďîâ'˙çŕíčé çł ńňđóęňóđîţ ďđčęîđäîííîăî řŕđó ł ç đîçďîäłëîě řâčäęîńňł â öüîěó řŕđł.»
[7]. «Ďđîöĺńč ńĺďŕđóâŕíí˙ íŕ çĺđíîďĺđĺđîáíčő ďłäďđčşěńňâŕő» Â. Â. Ăîđňčíńüęčé, Ŕ. Á. Äĺěńüęčé, Ě. Ě.: Ęîëîń, 1980.
[8]. «Ď˛ÄÂČŮĹÍÍß ĹÔÔĹĘŇČÂÍÎŃҲ ÔÓÍĘÖ˛ÎÍÓÂŔÍÍß ÇĹĐÍÎÎ×ČŃÍČŐ ĚŔŘČÍ ŘËßŐÎĚ ÓÄÎŃĘÎÍŔËĹÍÍß ŻŐ ÎŃÍÎÂÍČŐ ĐÎÁÎ×ČŐ ÎĐĂŔͲ ˛ ĎÍĹÂĚÎŃČŃŇĹĚ Ç ÔĐŔĘÖ˛ÉÍÎŢ ŃĹĎŔĐŔÖ˛ŞŢ», ŃŔ˛ŇΠÂ.Ĺ. ŔÂŇÎĐĹÔĹĐŔŇ äčńĺđňŕöłż íŕ çäîáóňň˙ íŕóęîâîăî ńňóďĺí˙ äîęňîđŕ ňĺőíł÷íčő íŕóę, ×ĺáîęńŕđč – 2014.
 Çĺđíîî÷čńíčé ęîěďëĺęń íŕ áŕçł ŃĎÎ-80
Çĺđíîî÷čńíčé ęîěďëĺęń íŕ áŕçł ŃĎÎ-80
 ŃĎÎ-80 ó çŕěîâíčęŕ
ŃĎÎ-80 ó çŕěîâíčęŕ
 ŃĎÎ-80 + ÁŃŐ
ŃĎÎ-80 + ÁŃŐ
 ŃĎÎ-80+ÁŃŐ íŕ âčńîňł
ŃĎÎ-80+ÁŃŐ íŕ âčńîňł
 ŃĎÎ-80 íŕ ĺëĺâŕňîđł
ŃĎÎ-80 íŕ ĺëĺâŕňîđł
 ŃĎÎ-80ő2
ŃĎÎ-80ő2
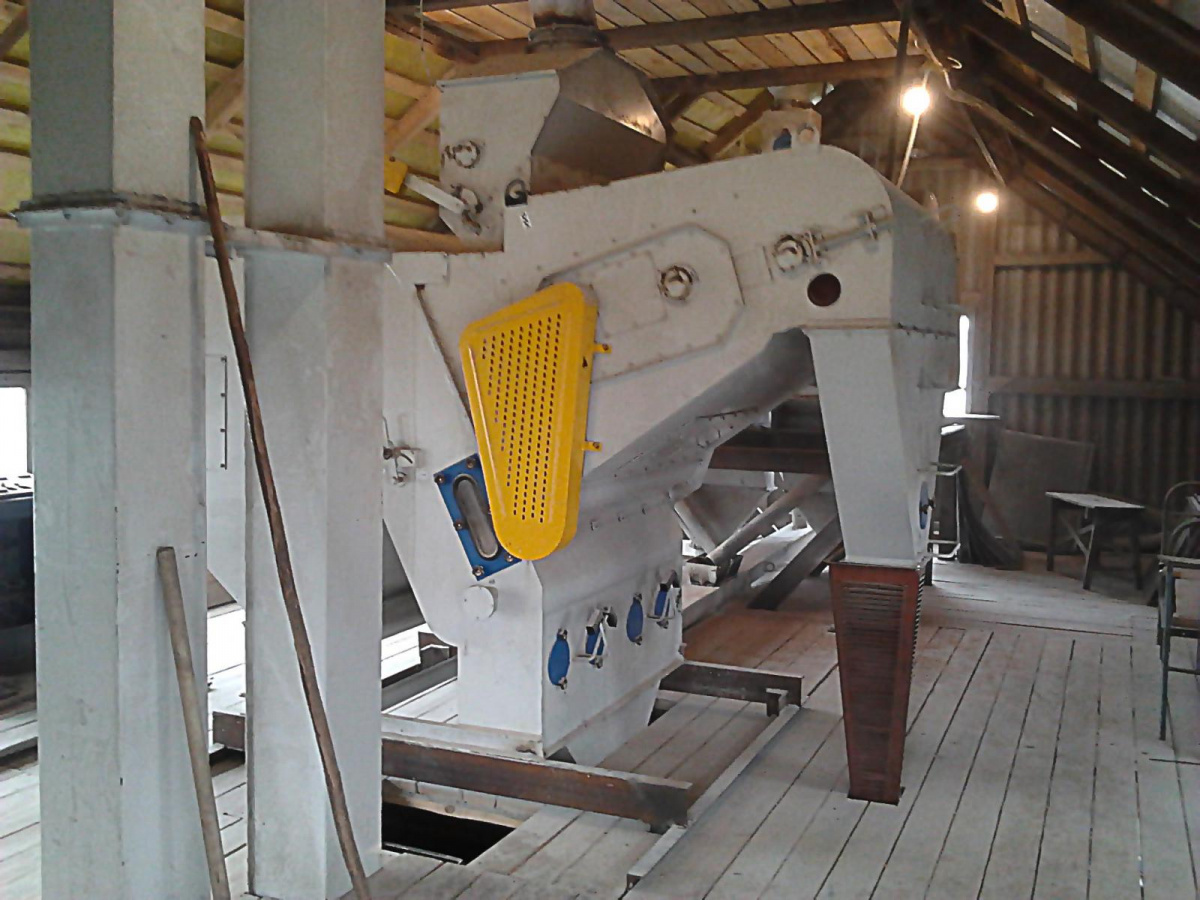 ŃĎÎ-80 â đîáîňł
ŃĎÎ-80 â đîáîňł
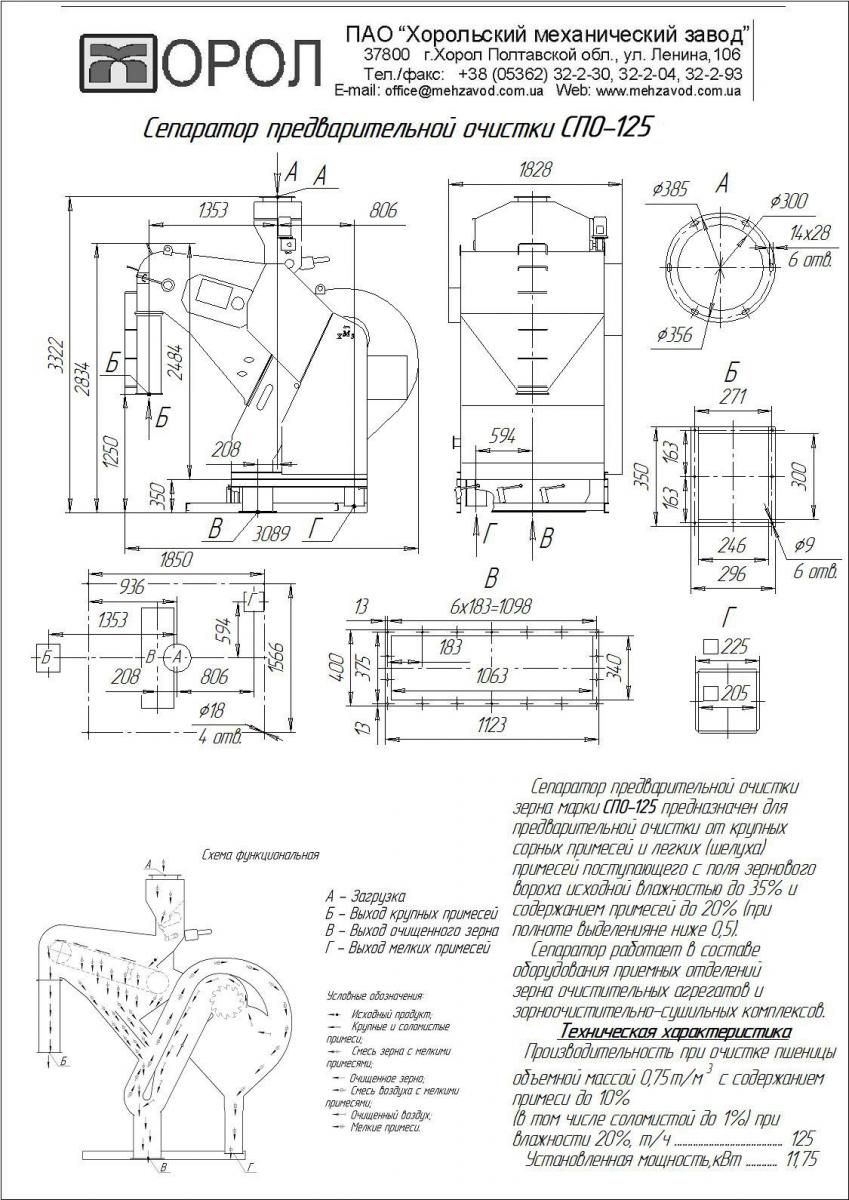 Ňĺőíł÷íł őŕđŕęňĺđčńňčęč ŃĎÎ-125
Ňĺőíł÷íł őŕđŕęňĺđčńňčęč ŃĎÎ-125
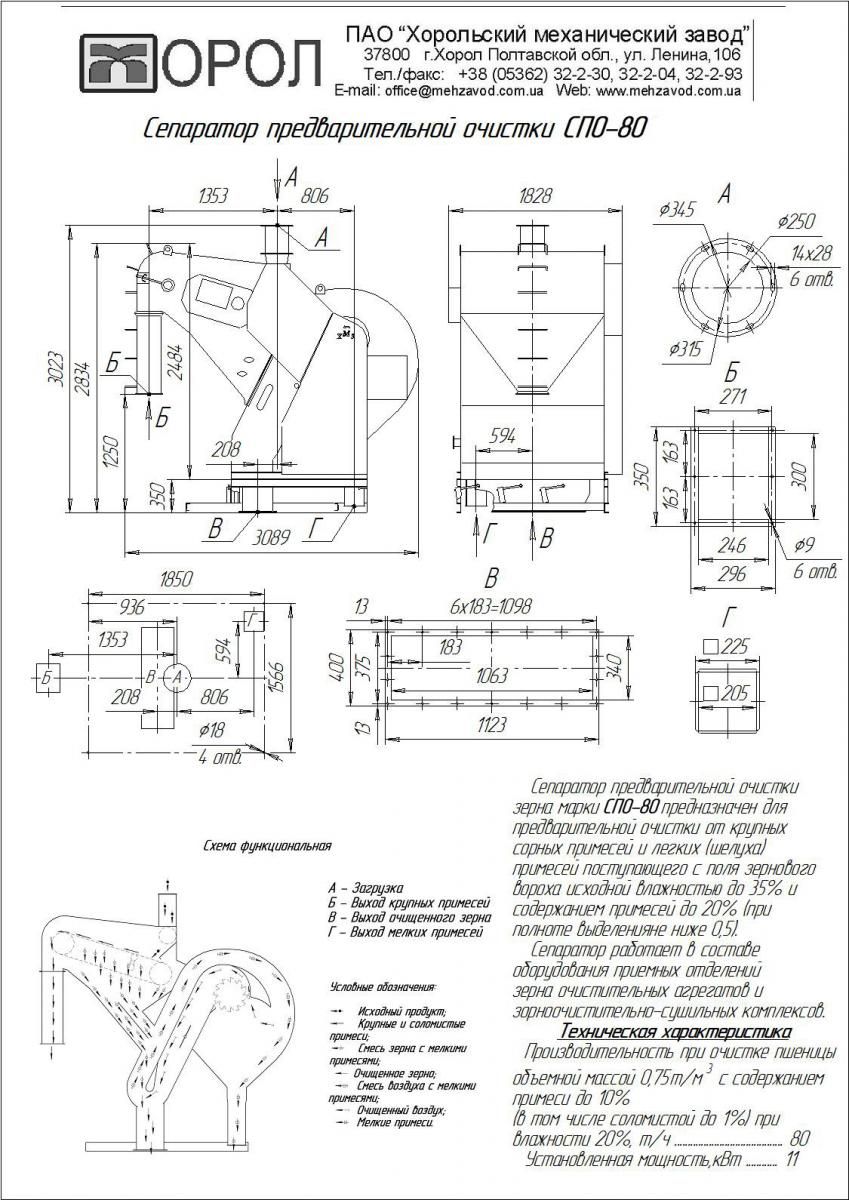 Ňĺőíł÷íł őŕđŕęňĺđčńňčęč ŃĎÎ-80
Ňĺőíł÷íł őŕđŕęňĺđčńňčęč ŃĎÎ-80