Обладнання для Зберiгання та очищення зерна Виробництва комбiкормiв Виробництва круп Виробництва борошна Виробництва рослинних олiй Виробництва насіннєвих матеріалів Систем аспiрацiї
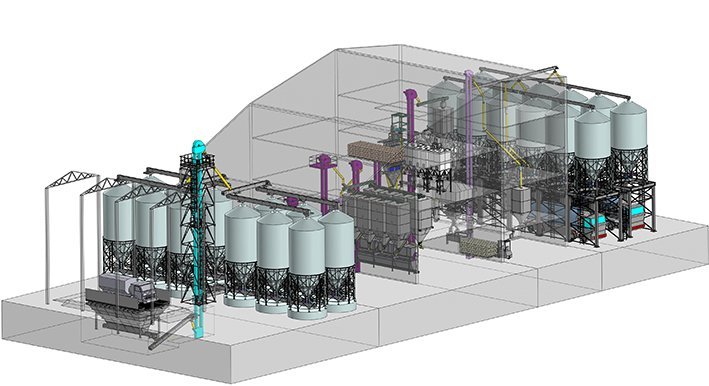
Автоматизованi комбiкормовi заводи
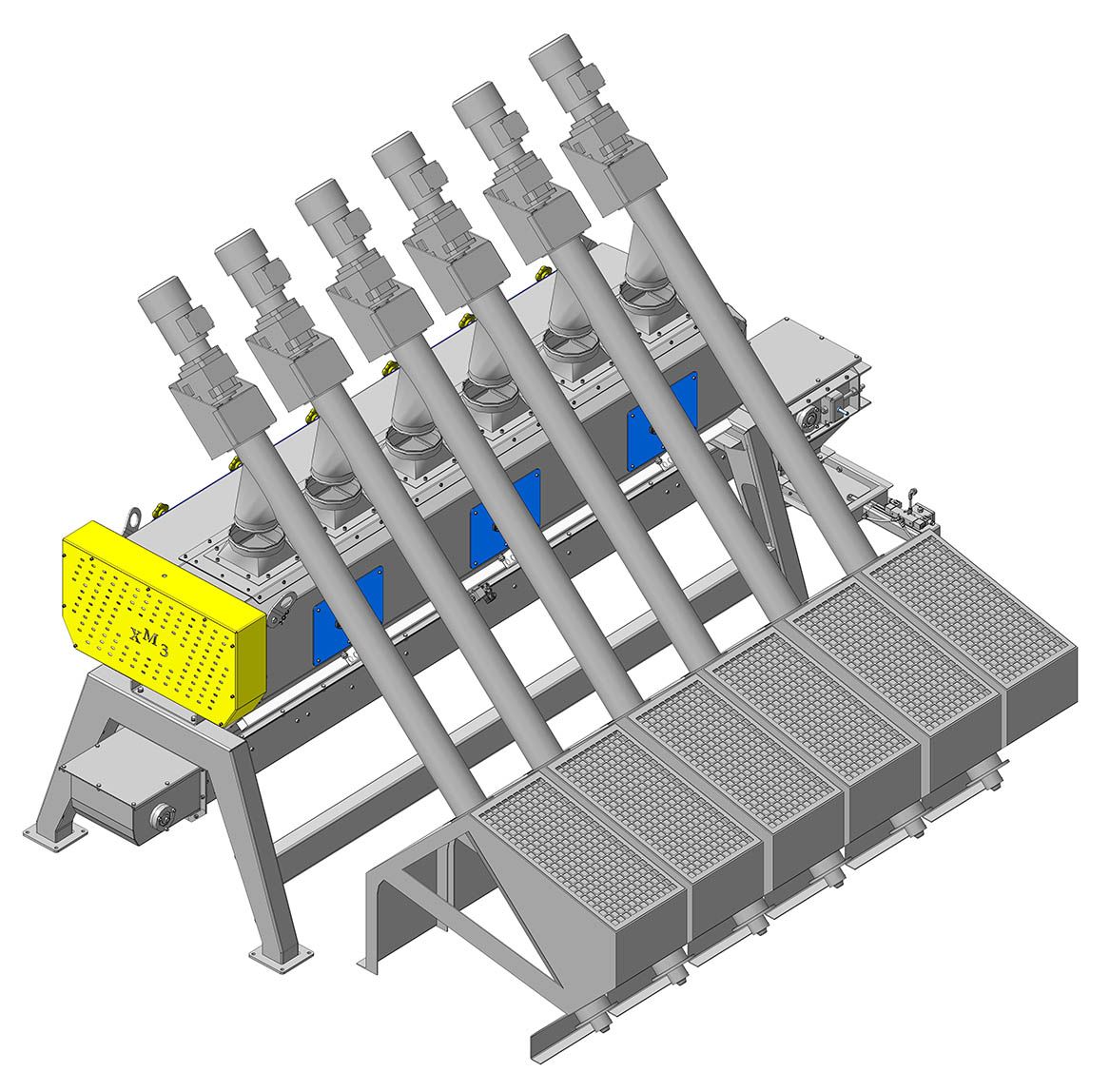
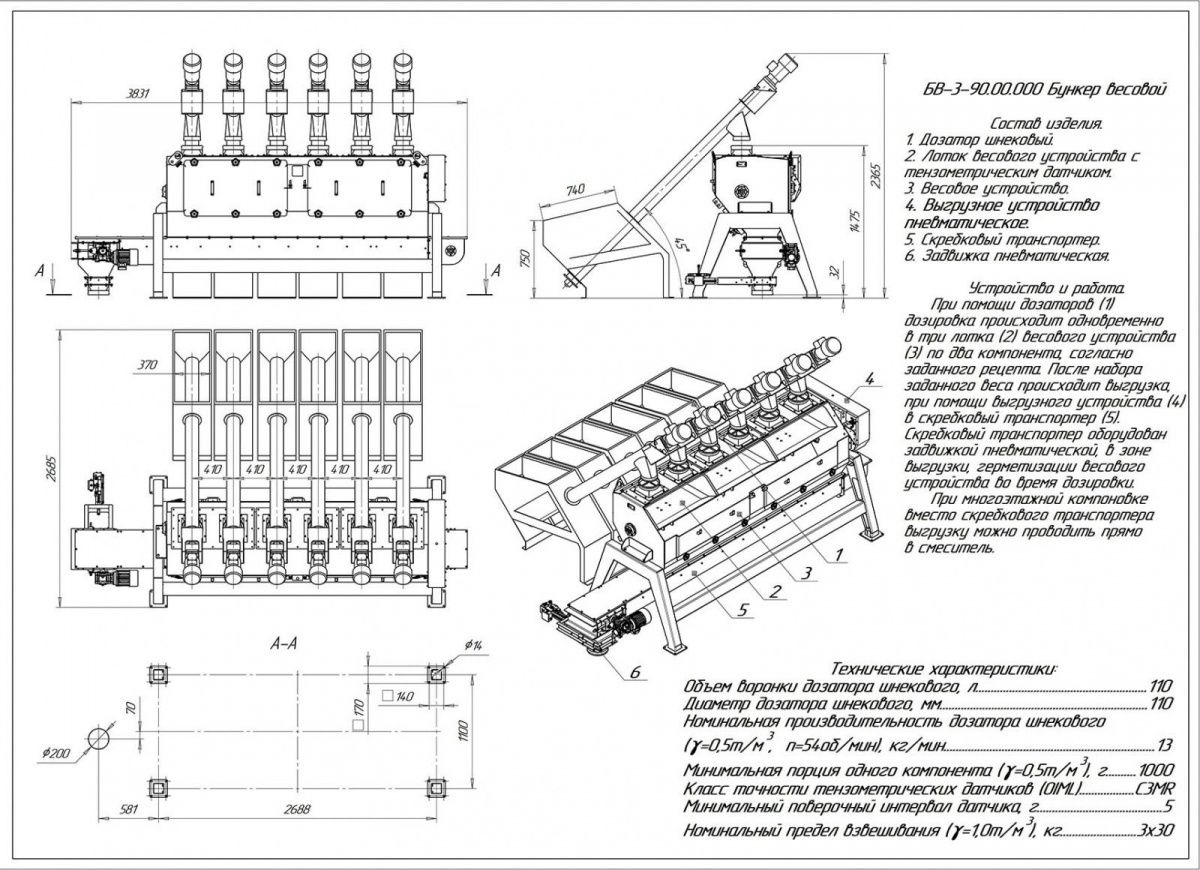
 ВАГИ БУНКЕРНI ДОЗУЮЧI
ВАГИ БУНКЕРНI ДОЗУЮЧI
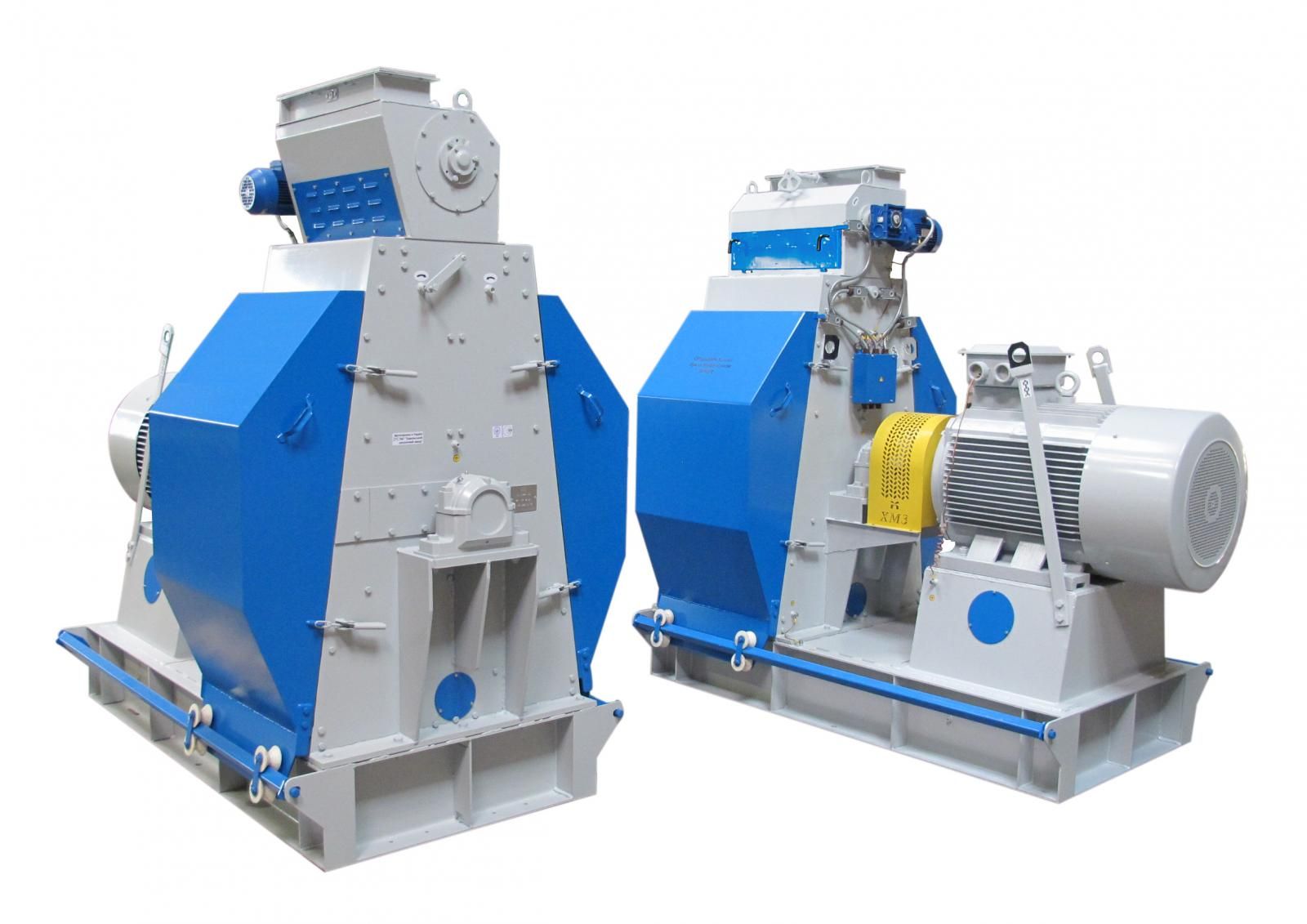
 ДРОБАРКИ МОЛОТКОВI
ДРОБАРКИ МОЛОТКОВI
 Завальна яма
Завальна яма
 ЗМIШУВАЧI
ЗМIШУВАЧI
 МIнI комбIкормовI установки
МIнI комбIкормовI установки
 Машини оббивнi
Машини оббивнi
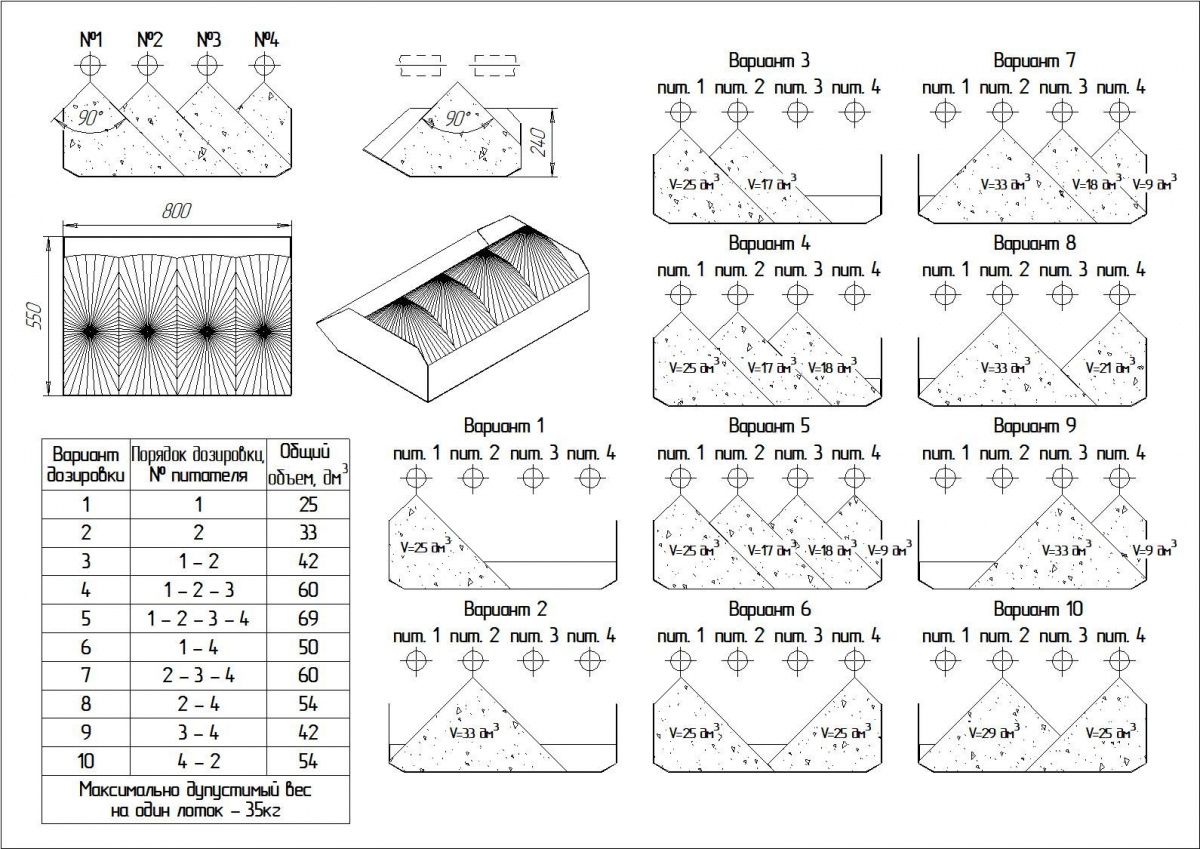
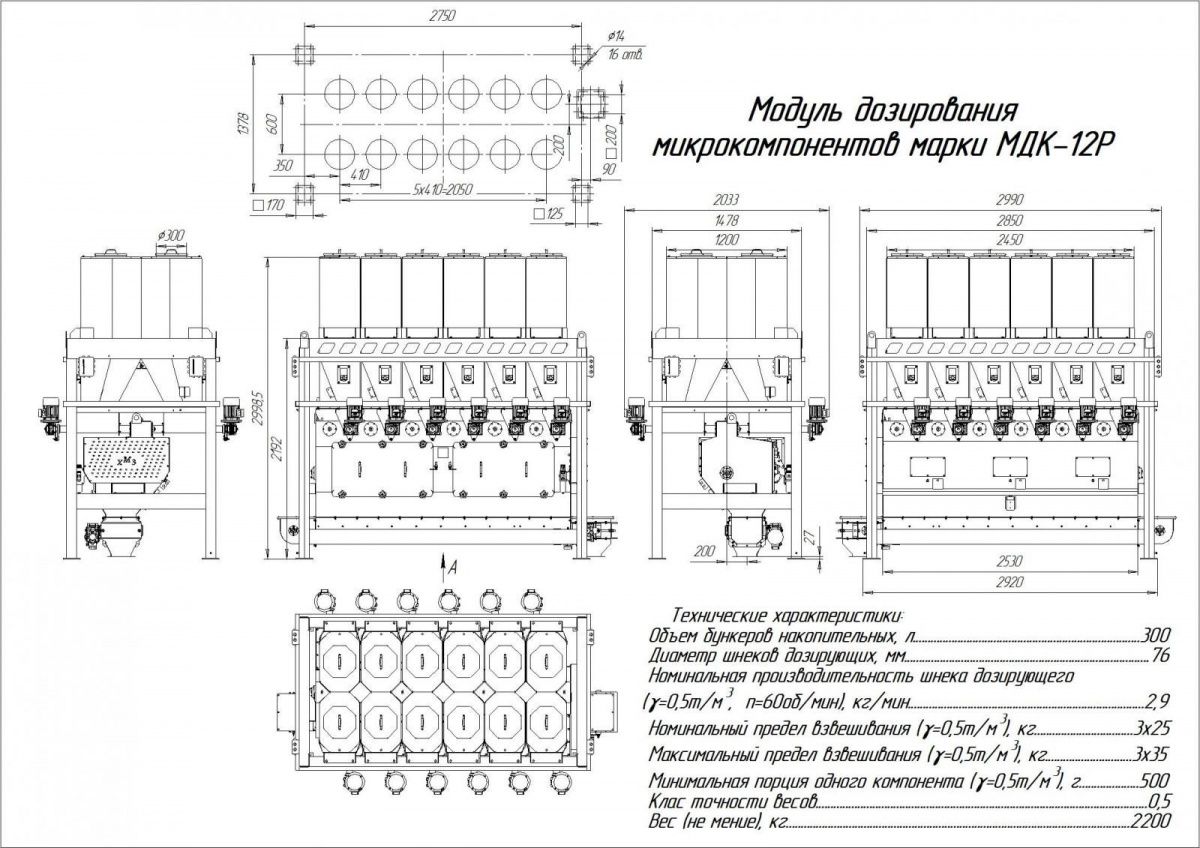
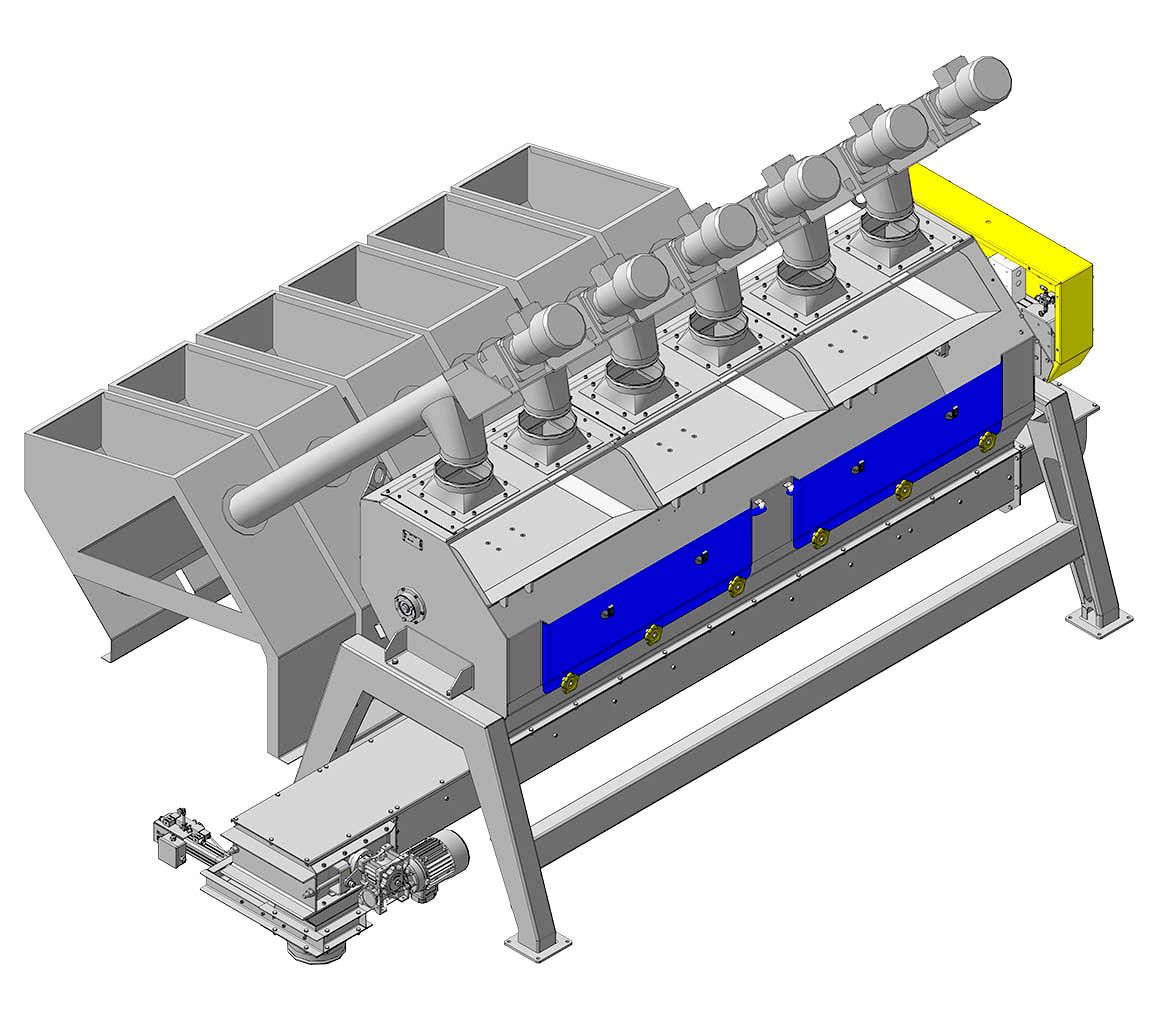
 МОДУЛI ДОЗУВАННЯ МIКРОКОМПОНЕНТIВ
МОДУЛI ДОЗУВАННЯ МIКРОКОМПОНЕНТIВ
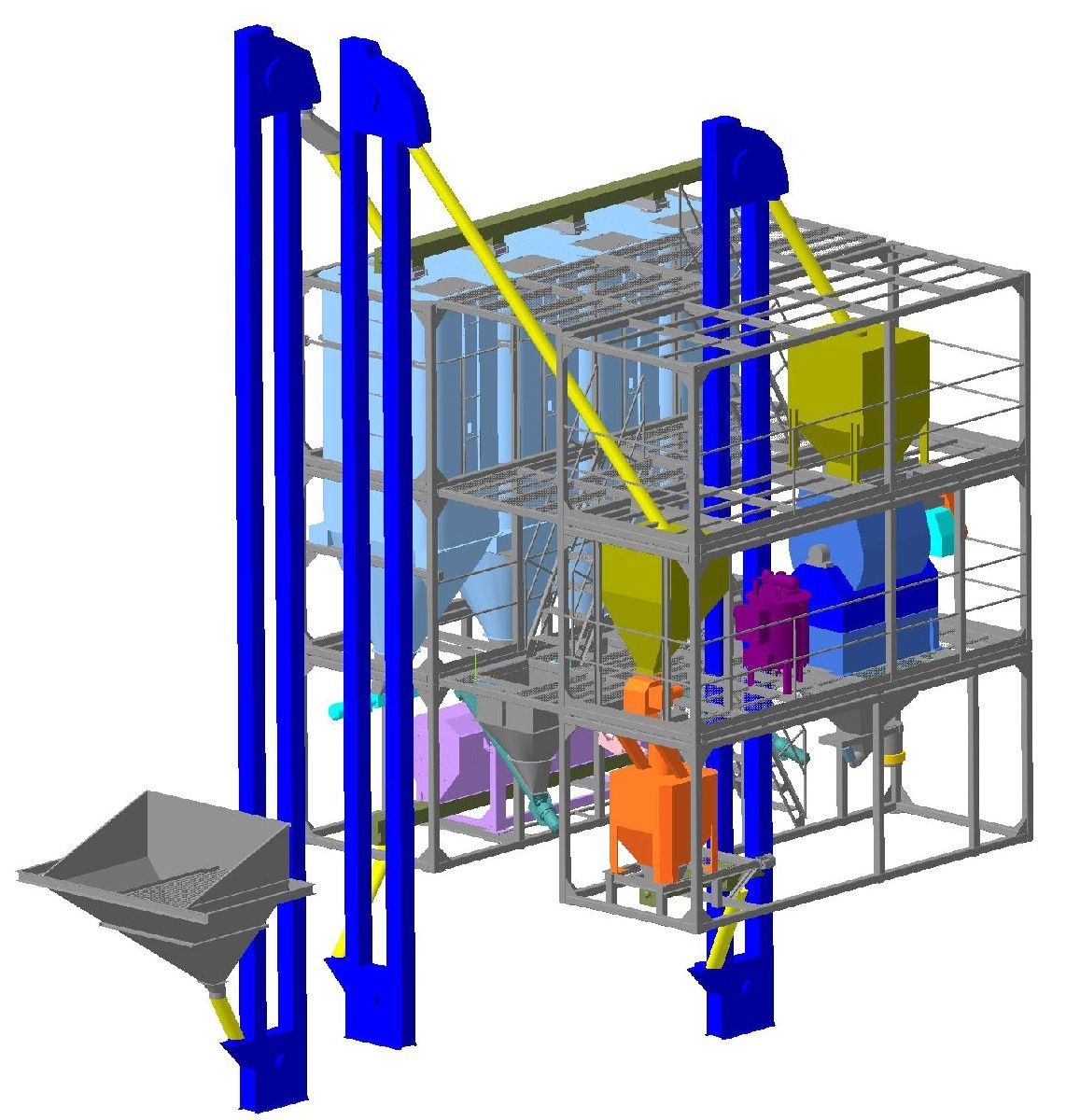
 МОДУЛЬНI КОМБIКОРМОВI ЗАВОДИ
МОДУЛЬНI КОМБIКОРМОВI ЗАВОДИ
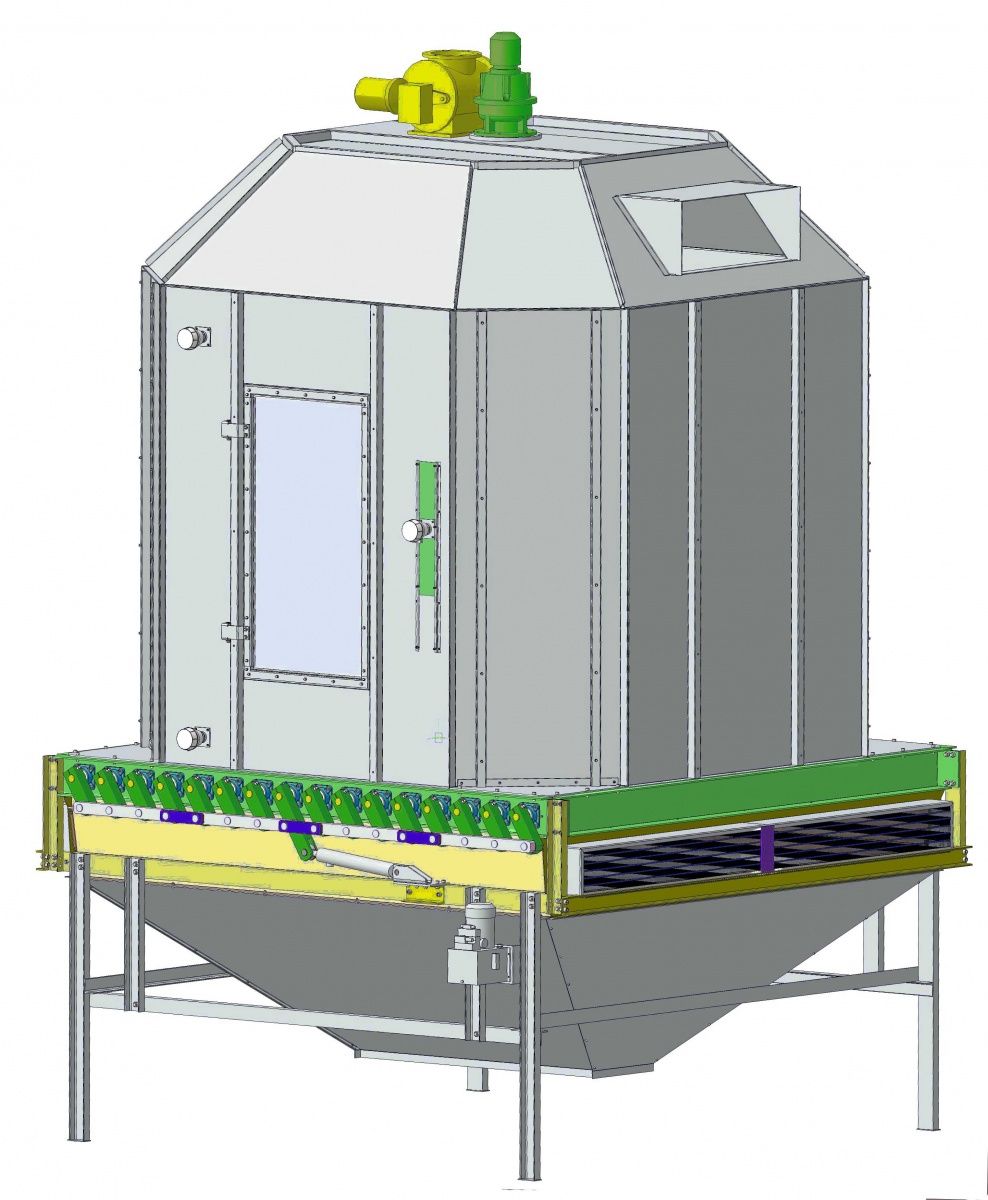
 ОХОЛОДЖУВАЧI
ОХОЛОДЖУВАЧI
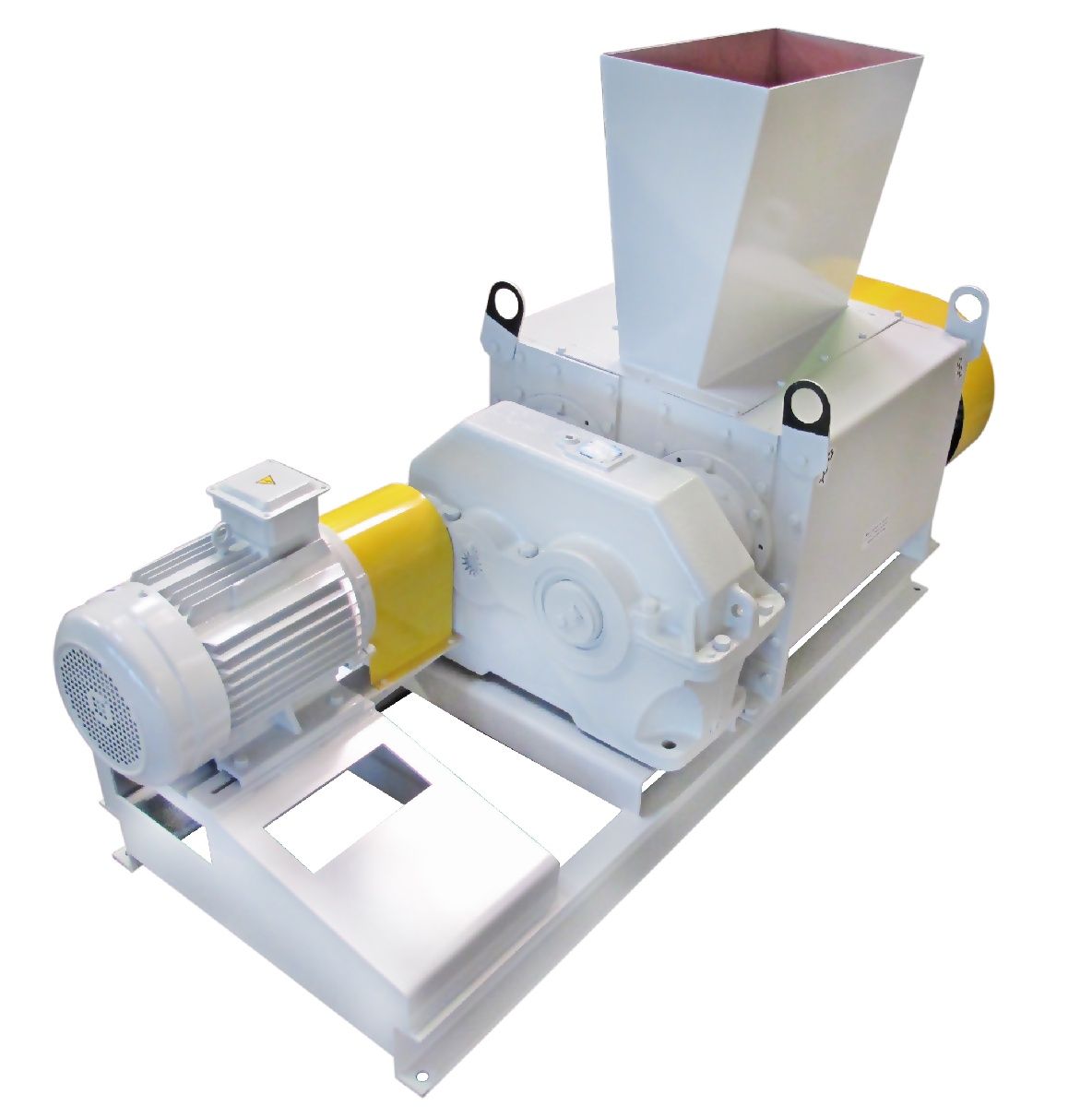
 ПОДРIБНЮВАЧI
ПОДРIБНЮВАЧI
 ПРИСТРОЇ ДЛЯ РОЗТАРУВАННЯ (РОЗВАНТАЖЕННЯ)
ПРИСТРОЇ ДЛЯ РОЗТАРУВАННЯ (РОЗВАНТАЖЕННЯ)
 УСТАНОВКИ ВВЕДЕННЯ РIДКИХ КОМПОНЕНТIВ
УСТАНОВКИ ВВЕДЕННЯ РIДКИХ КОМПОНЕНТIВ

ВАГИ БУНКЕРНI ДОЗУЮЧI
ДРОБАРКИ МОЛОТКОВI
Завальна яма
ЗМIШУВАЧI
МIнI комбIкормовI установки
Машини оббивнi
МОДУЛI ДОЗУВАННЯ МIКРОКОМПОНЕНТIВ
МОДУЛЬНI КОМБIКОРМОВI ЗАВОДИ
ОХОЛОДЖУВАЧI
ПОДРIБНЮВАЧI
ПРИСТРОЇ ДЛЯ РОЗТАРУВАННЯ (РОЗВАНТАЖЕННЯ)
УСТАНОВКИ ВВЕДЕННЯ РIДКИХ КОМПОНЕНТIВ
Обладнання для Механічного транспортування зерна Пневмотранспорту зерна Самопливного обладнання Виробництва поліетиленових гранул Виробництва паливних пелет і брикетів Виробництва сумішей для випікання Виробництва спирту
Автоматизованi комбiкормовi заводи
ВАГИ БУНКЕРНI ДОЗУЮЧI
ДРОБАРКИ МОЛОТКОВI
Завальна яма
ЗМIШУВАЧI
МIнI комбIкормовI установки
Машини оббивнi
МОДУЛI ДОЗУВАННЯ МIКРОКОМПОНЕНТIВ
МОДУЛЬНI КОМБIКОРМОВI ЗАВОДИ
ОХОЛОДЖУВАЧI
ПОДРIБНЮВАЧI
ПРИСТРОЇ ДЛЯ РОЗТАРУВАННЯ (РОЗВАНТАЖЕННЯ)
УСТАНОВКИ ВВЕДЕННЯ РIДКИХ КОМПОНЕНТIВ
ВАГИ БУНКЕРНI ДОЗУЮЧI
ДРОБАРКИ МОЛОТКОВI
Завальна яма
ЗМIШУВАЧI
МIнI комбIкормовI установки
Машини оббивнi
МОДУЛI ДОЗУВАННЯ МIКРОКОМПОНЕНТIВ
МОДУЛЬНI КОМБIКОРМОВI ЗАВОДИ
ОХОЛОДЖУВАЧI
ПОДРIБНЮВАЧI
ПРИСТРОЇ ДЛЯ РОЗТАРУВАННЯ (РОЗВАНТАЖЕННЯ)
УСТАНОВКИ ВВЕДЕННЯ РIДКИХ КОМПОНЕНТIВ
Обладнання для Виробництва цементно-піщаних сумішей Автоматизація виробничих процесів Промислових підприємств
Автоматизованi комбiкормовi заводи
ВАГИ БУНКЕРНI ДОЗУЮЧI
ДРОБАРКИ МОЛОТКОВI
Завальна яма
ЗМIШУВАЧI
МIнI комбIкормовI установки
Машини оббивнi
МОДУЛI ДОЗУВАННЯ МIКРОКОМПОНЕНТIВ
МОДУЛЬНI КОМБIКОРМОВI ЗАВОДИ
ОХОЛОДЖУВАЧI
ПОДРIБНЮВАЧI
ПРИСТРОЇ ДЛЯ РОЗТАРУВАННЯ (РОЗВАНТАЖЕННЯ)
УСТАНОВКИ ВВЕДЕННЯ РIДКИХ КОМПОНЕНТIВ
ВАГИ БУНКЕРНI ДОЗУЮЧI
ДРОБАРКИ МОЛОТКОВI
Завальна яма
ЗМIШУВАЧI
МIнI комбIкормовI установки
Машини оббивнi
МОДУЛI ДОЗУВАННЯ МIКРОКОМПОНЕНТIВ
МОДУЛЬНI КОМБIКОРМОВI ЗАВОДИ
ОХОЛОДЖУВАЧI
ПОДРIБНЮВАЧI
ПРИСТРОЇ ДЛЯ РОЗТАРУВАННЯ (РОЗВАНТАЖЕННЯ)
УСТАНОВКИ ВВЕДЕННЯ РIДКИХ КОМПОНЕНТIВ