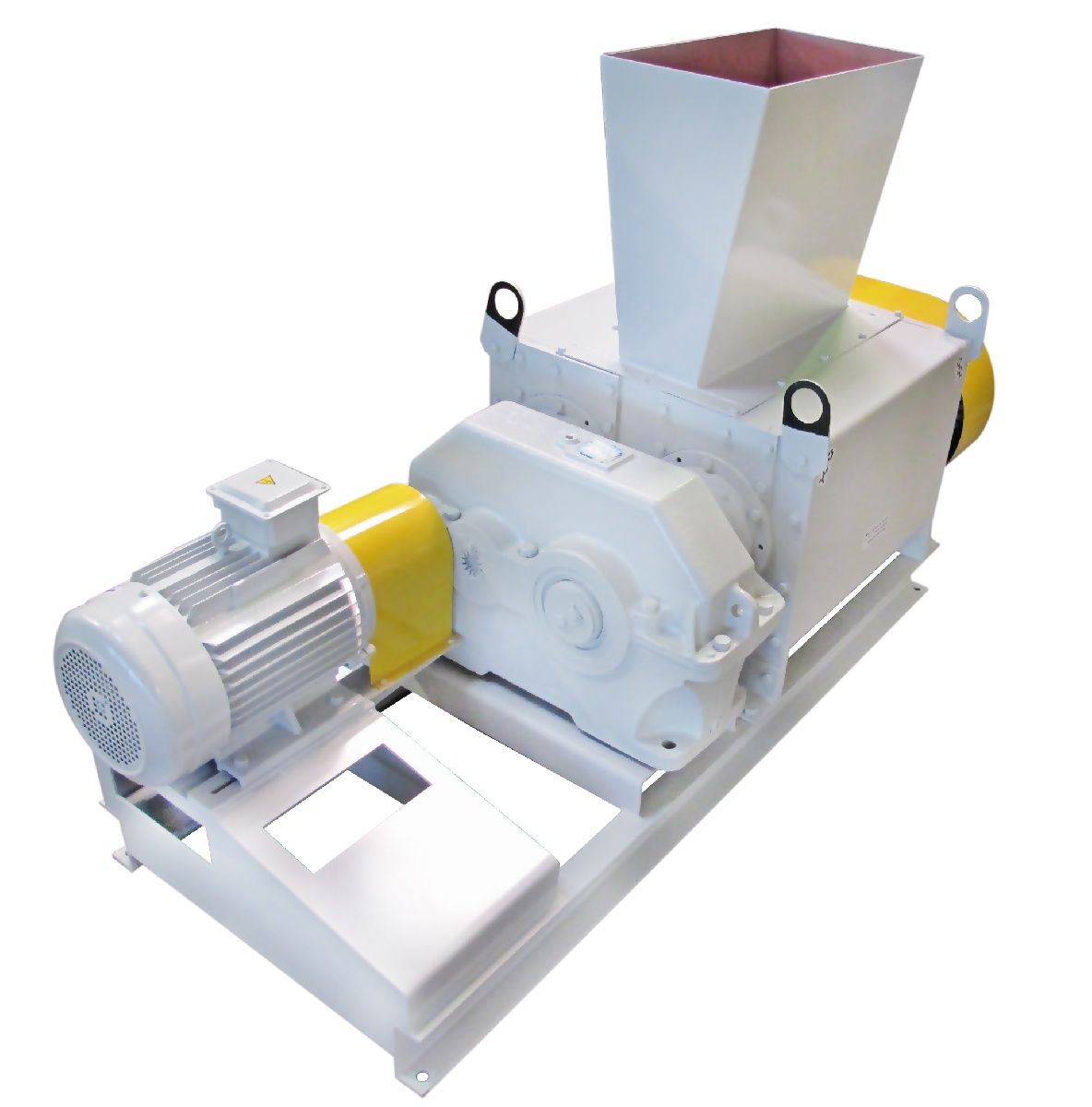
Бітер-сепаратор СЛ-40 призначений для відділення масляного пилу від лузги соняшнику. Виріб встановлюється в рушально-віяльних відділеннях маслозаводів. Також, після певних модифікацій (зміни сит, зміни частоти обертання ротора і барабана та ін), можливе використання машини для просіювання шроту, очищення пшениці.
|
НАЙМЕНУВАННЯ ПАРАМЕТРА
|
ЗНАЧЕННЯ |
|
Продуктивність по лузгі, т/добу |
40,0* |
|
Встановлена потужність, кВт основного приводу шнека |
15 1,1 |
|
Частота обертання, об/хв ротора барабана шнека |
620 20 75 |
|
Внутрішній діаметр бітера, мм |
420 |
|
Довжина бітера, мм |
3200 |
Призначення виробу
Бітер-сепаратор СЛ-40 призначений для відділення масляного пилу від лузги соняшнику. Виріб встановлюється в рушально-віяльних відділеннях маслозаводів. Також, після певних модифікацій (зміни сит, зміни частоти обертання ротора і барабана та ін), можливе використання машини для просіювання шроту, очищення пшениці.
Основні параметри СЛ-40
|
НАЙМЕНУВАННЯ ПАРАМЕТРА |
ЗНАЧЕННЯ |
|
Продуктивність по лузгі, т/добу |
40,0* |
|
Встановлена потужність, кВт основного приводу шнека |
15,0 1,1 |
|
Частота обертання, об/хв ротора барабана шнека |
620 20 75 |
|
Внутрішній діаметр бітера, мм |
420 |
|
Довжина бітера, мм |
3200 |
|
Зниження олійності лушпиння, % не більше не менше |
0,5** 0,2** |
|
Періодичність продування сит, с |
20…60 |
|
Вимоги щодо стислого повітря: робочий тиск, мПа витрата, л/хв |
0,5…0,6 120…130 |
|
Габаритні розміри, мм, не більше: довжина ширина висота |
4100 880 2100 |
|
Маса, кг |
1770 |
*Можливе короткочасне збільшення продуктивності (пропускної здатності) до 45 т/добу при зниженні якісних показників машини.
**Показник зниження олійності залежить від вихідної вологості продукту (оптимальною вважається вологість лушпиння 10-11%, при вологості соняшнику 6,8-7,2%). При зниженні вологості відповідно падає показник знімання олійності. Також, внаслідок особливостей конструкції машини, призначеній в більшій мірі для видалення олійного пилу, відбувається неефективний відбір цілого і шматків ядра, один з яких розмірів більше 2,5 мм, які в значній мірі підвищують загальну олійність продукту (слід, за можливості, видаляти їх в технологічному ланцюжку до бітер-сепаратора).
Відмінності СЛ-40 від аналогів за технологічною схемою
Надійність:
Обслуговування і ремонтопридатність:
застосовані більш вантажопідйомні підшипники барабана, що збільшує термін їх служби,
збільшена жорсткість вала шнека;
Комплектація:
збільшений діаметр вікна в боковині з боку основного приводу для можливості заміни манжет підшипників без повного розбирання бітера
зменшена маса ситових циліндрів – стала легше ручна заміна,
пневмоциліндр винесений назовні машини з робочої зони;
Поліпшені ергономічні та естетичні показники машини.
у комплектацію введена ланцюгова заслінка на впускному патрубку,
пульт управління йде в комплекті з машиною;
Пристрій і робота
Машина складається з таких основних частин: корпус, бітер, кошик, шнек, пристрій завантажувальний, вивантажувальний, патрубки завантаження і вивантаження, двері, заслінка, приводи, натягувач ланцюга, система очищення, огорожі.
В корпусі розташований основний орган машини - бітер. Він складається з ротора з бичами, який встановлений в підшипникових вузлах, закріплених на торцевих стінках корпусу машини, і барабана, який в свою чергу встановлений в підшипникових вузлах, закріплених на валу ротора. Таким чином, забезпечується різна частота обертання ротора і барабана. Обертання ротора здійснюється основним приводом через клинопасову передачу. Для приводу використовуються стандартні лапові двигуни потужністю 15,0 кВт. Натяг клинових ременів здійснюється з допомогою натяжних гвинтів. Обертання барабана здійснюється приводом через клинопасову передачу, редуктор, ланцюгову передачу. Натяг клинових ременів проводиться з допомогою натяжних гвинтів. Натяг ланцюга – з допомогою натяжника. В корпусі також встановлений шнек в підшипникових вузлах, закріплених на торцових стінках. Обертання шнека здійснюється через мотор-редуктор. Продукт надходить через вхідний патрубок, завантажувальний пристрій в робочу зону, де бичами здійснюється як обертовий, так і осьовий рух. Внаслідок інтенсивного удару в зазорах між ситом і ротором відбувається руйнування продукту і подальше відділення масляної маси, яка вивантажується за допомогою шнека. З допомогою гонків на роторі лузга переміщується, і через вивантажувальний пристрій і випускний патрубок виводиться з машини.
Увага! Якщо по якійсь причині потрібна заміна одного бича на роторі, то обов'язково необхідно замінити також і протилежний бич. При можливості рекомендується замінити повний комплект. Після заміни бичів ротор необхідно відбалансувати.
Барабан складається з вхідного, вихідного і ситового барабанів, з'єднаних у вертикальній площині, ситовий в свою чергу – з двох рамок, з'єднаних в горизонтальній площині, з закріпленими на них змінними решетами. Для коректного розбирання ситового циліндра необхідно починати роботу з демонтажу рамок з боку завантаження продукту. Для полегшення розбирання підшипникових вузлів на корпусах передбачені різьбові отвори під вижимні болти. Система очищення призначена для видалення продукту з комірок сит і складається з трубки з посверленими на ній отворами, яка проходить по всій довжині машини, і пневмоциліндра, з допомогою якого здійснюються зворотно-поступальні рухи відносно корпусу. Повітря подається через блок підготовки і пневморозподільники. Швидкість переміщення, тривалість паузи регулюється за допомогою реле часу і дроселів в залежності від ступеня забрудненості сит.
Ефективність роботи СЛ-40
У первісній редакції керівництва по експлуатації СЛ-40 були вказані характеристики ефективності роботи зі зниження олійності лушпиння, які можна перевірити лабораторним способом [7], при цьому з вхідної та вихідної лузгової суміші пінцетом відбиралося рівну кількість частинок лушпиння і проводилися виміри олійності. Результати показували зниження олійності від 0,2 до 0,5%, у такому частотному співвідношенні:
При цьому зниження олійності лушпиння в технічних характеристиках СЛ-40 на 0,1 % в цифрах означає:
| ПАРАМЕТР |
ОД. ВИМІРУ |
ЗНАЧЕННЯ | ЗНАЧЕННЯ |
|
Зниження олійності лушпиння |
% | 0,1 | 0,5 |
|
Додатково отримана олія з 1 т. лузги |
кг | 1 | 5 |
|
Продуктивність переробки лузги |
кг/добу | 40000 | 40000 |
|
Додатково отримана олія |
кг/добу |
40 | 200 |
|
Режим роботи |
діб в році | 320 | 320 |
|
Додатково отримана олія |
кг/рік | 12800 | 64000 |
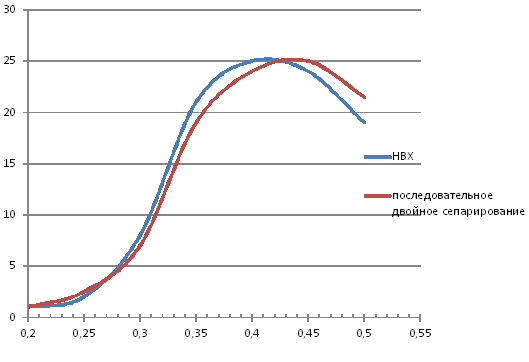
Цей метод вимірювань не враховував весь олійний пил і шматочки ядер, які залишалися у вхідній лузговій суміші, але вже виявив залежність – чим вище олійність вхідної лузги, тим ефективніше робота СЛ-40.
На вхід СЛ-40 надходить лузгова суміш після виділення ядрової фракції на насіннєвійних машинах НВХ, яка складається з власне лузги і олійного пилу з січкою ядер, що прилипла до неї. У технічних характеристиках НВХ вказані параметри лузгової суміші:
вміст ядра в лушпинні - не більше 1 %,
олійності лушпиння без ядра - не більше 1,2% вище ботанічної,
- лузжистість ядра – не більше 10%.
Розрахунок максимального додаткового отримання олії виходячи з параметрів лузгової суміші після НВХ:
|
ПАРАМЕТР |
ОД.ВИМІРУ |
ЗНАЧЕННЯ |
|
Масова частка лузги в насінні |
% |
24,50 |
|
Лузги в 1 тонні насіння |
кг |
245,00 |
|
Ядра в 1 тонні насіння |
кг |
755,00 |
|
Вміст ядра в лузгі після НВХ |
% |
1,00 |
|
Лузжистість ядра після НВХ |
% |
10,00 |
|
Лузги в насінні на мятку |
кг |
75,50 |
|
Лузги на очищення |
кг |
169,50 |
|
Ядра в лузгі на очищення |
кг |
1,70 |
|
Олійність ядра |
% |
52,10 |
|
Додатково олії з 1 т. насіння |
кг |
0,88 |
|
Додатково олії з 1 т. лузговой суміші |
кг |
5,16 |
Параметри вихідної з НВХ лузговой суміші були зафіксовані декілька десятків років тому для Р1-МС-2Т (аналога НВХ) для тих сортів соняшнику, які були в той час. В останні роки культивуються ранньостигле сортове і гібридне насіння соняшнику з високим ступенем олійності. У нових сортів соняшнику значно змінився хімічний склад ядра, змінилося співвідношення гідрофобної (жирової) і гідрофільної (нежирової) частин ядра. Насіння соняшнику, хоча і стало дрібніше, зате стали більш олійними і менш лузжистими. У середньому лузжистість насіння складає 23-26%. Вони мають тонку, щільно прилягаючу до ядра лузгу, повітряний прошарок між ядром і лушпинням практично відсутній, тому ботанічна олійність лузги зросла з 1,8-2,5% [1] до 2,85 - 3,2% [3]. Такі морфологічні особливості будови насіння соняшнику ускладнюють процес руйнування. Погіршується процес відділення лузги від ядра. Крім того підвищена ботанічна олійність сприяє більшому прилипанню олійного пилу до лузги в процесі сепарації. Як наслідок, маслодобувні підприємства при переробці сучасних сортів насіння соняшнику зіткнулися з проблемою підвищених (до 5 % і більше) втрат олії, що відходить з лузгою. [2],[8]
З урахуванням факторів, викладених вище, склад лузговой суміші став більш олійним, в результаті на практиці були отримані наступні результати:
| Дані вимірів продуктивності та вмісту продуктів виходу СЛ-40 |
Вихід на 1 тонну лузги, кг |
Вихід на 1 тонну насіння, з розрахунку 17,12% лузгової маси з 1 тонни насіння, кг |
||
| Продуктивність переробки лузги |
т/добу |
40 |
||
|
Продуктивність переробки лузги |
кг/год | 1 667 |
1 000,00 |
|
| Вихід олійного товару з СЛ-40 за 1 годину |
кг |
90 |
54,00 |
9,24 |
| Склад виходу: олійний пил Ø < 1 мм |
% |
30 |
16,20 |
2,77 |
| січка Ø < 2,5 мм |
% |
3 |
1,62 |
0,28 |
| дрібна лузга |
% |
67 |
36,18 |
6,19 |
| Вихід олії з олійного товару |
% |
14,5 |
7,83 |
1,34 |
В результаті, застосування СЛ-40 в реальних умовах дозволило додатково отримати 1,34 кг олії і 7,9 кг шроту на кожній тонні насіння, при незначному (менш 0,8%) збільшенні лузжистості суміші на мятку.
|
ПАРАМЕТР |
ОД.ВИМІРУ |
ЗНАЧЕННЯ |
|
Ядра з тони насіння |
кг |
755,00 |
|
Лузги з ядром після НВХ |
кг |
75,50 |
|
Додатково ядра з СЛ-40 |
кг |
3,05 |
|
Додатково лузги СЛ-40 |
кг |
6,19 |
|
Разом ядра |
кг |
758,05 |
|
Разом лушпиння |
кг |
81,69 |
|
Лузжистість суміші на мятку після НВХ |
% |
10,00 |
|
Лузжистість суміші на мятку після СЛ-40 |
% |
10,78 |
|
Додатковий вихід олії СЛ-40 |
кг |
1,34 |
|
Додатковий вихід шроту СЛ-40 |
кг |
7,90 |
Графік окупності затрат на СЛ-40
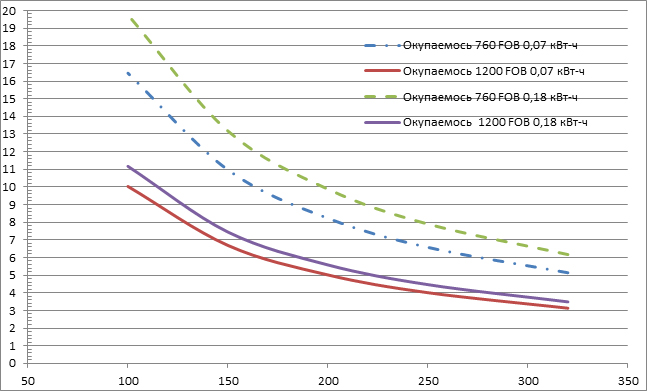
Вісь Y – місяці, вісь Х – днів роботи з повним завантаженням у році
Цей розрахунок наведено в якості орієнтира, в ньому не враховані:
- інші експлуатаційні витрати (крім електроенергії);
- до розрахунку витрат електроенергії, прийняті розрахункові показники 13,57 Квт-год, хоча в реальних умовах виміри показують 10-11 Квт-год, але при цьому не враховано витрати електроенергії на додаткове транспортування, який буде різним у кожному конкретному компонуванні.
не враховано вплив ПДВ (повернення при експорті) на остаточну рентабельність (внутрішні ціни вказані з ПДВ);
не враховано додаткові доходи від реалізації шроту;
індивідуальна специфіка виробника, яка може поліпшити підсумкові цифри:
-поглиблена переробка (рафінація)-розфасовка,
-власна роздрібна реалізація;
Матеріали:
[1]. «Втрати олії в лузгі визначаються вмістом в ньому олії, який залежить від ботанічної олійності лузги, обмаслювання лузги в рушально-віяльному цеху і виносу ядра в лузгу. Ботанічна олійність лузги - це вміст ліпідів в лушпинні непошкодженого соняшникового насіння. У насіння високоолійних сортів ботанічна олійність лушпиння збільшується по мірі зростання загальної олійності насіння і становить 1,8-2,5 %. Замаслювання лузги - це збільшення вмісту ліпідів в лушпинні. Причина замаслювання - поглинання олії лушпинням (сорбція) при зіткненні її з роздрібленим ядром насіння в процесах обрушення, при просіюванні на ситах, при транспортуванні рушанки.»
В. Г. ЩЕРБАКОВ, ТЕХНОЛОГІЯ ОТРИМАННЯ РОСЛИННИХ ОЛІЙ, "КОЛОС" 1992
[2]. «Маслодобувні підприємства при переробці сучасних сортів насіння соняшнику зіткнулися з проблемою підвищених (до 5 % і більше) втрат олії, що відходить з лушпинням. Безповоротні втрати олії з лушпинням складаються з наступних факторів: ботанічної олійності, обмаслювання лузги при збиранні врожаю, при транспортуванні, ушкодження насіння з обмаслюванням лузги на дільницях очищення, сушіння та зберігання, а також у процесах руйнування і поділу рушанки, виносу ядра в лузгу, у тому числі частинок ядра, зрощених з лузгою. Крім того, у гібридного насіння соняшнику відсутній зазор між лузгою і ядром, а еластичність лушпиння підвищена. В результаті переробки таке насіння погано обрушується в бичових насіннєрушках, а у вихідному лушпинні спостерігається підвищений вміст частинок лузги, зрощених з частинками ядра.»
В. В. Деревенко, д. т. н., професор, зав. кафедрою ПиАПП, Ю. Ю. Ткаченко, «Кубанський державний технологічний університет»; Г. А. Глущенко, ТОВ «Екотехпром»
ШЛЯХИ ЗНИЖЕННЯ ВТРАТ ОЛІЇ З ЛУЗГОЮ ПРИ ПЕРЕРОБЦІ НАСІННЯ СОНЯШНИКУ, № 10 /2012 ОЛІЇ та ЖИРИ
[3]. "Останнім часом культивується ранньостигле сортове і гібридне насіння соняшнику з високим ступенем олійності. У нових сортів соняшнику значно змінився хімічний склад ядра, змінилося співвідношення гідрофобної (жировий) і гідрофільної (нежирової) частин ядра. Насіння соняшнику, хоча і стали дрібніше, зате стали більш олійними і менш лузжистими. У середньому лузжистість насіння складає 23-26%. Вони мають тонку, щільно прилягаючу до ядра лузгу, повітряний прошарок між ядром і лузгою практично відсутній, тому ботанічна олійність лузги зросла до 2,85 – 3,2%. Збільшився відсоток вмісту безазотистих екстрактивних речовин і золи. Такі морфологічні особливості будови насіння соняшнику ускладнюють процес руйнування. Погіршується процес відділення лузги від ядра»
«Були проаналізовані основні якісні характеристики 30 зразків проб насіння, ядра, шроту, лузги з урахуванням їх фізико-хімічних і технологічних особливостей... Було обрано по два заводи в кожному регіоні...»
|
НАЙМЕНУВАННЯ ПАРАМЕТРА |
Пересічанський ОЕЗ |
Приколотнянський ОЕЗ |
||||
|
насіння |
ядро |
шрот |
насіння |
ядро |
шрот |
|
|
Засміченість, % |
3,28 |
1,33 |
1,33 |
3,99 |
0,82 |
0,82 |
|
Вологість, % |
5,34 |
4,96 |
8,47 |
4,17 |
3,54 |
10,78 |
|
Лузжистість,% |
24,50 |
10,56 |
10,56 |
25,44 |
6,84 |
6,81 |
|
Олійність,% |
48,12 |
52,10 |
1,40 |
47,95 |
56,17 |
1,54 |
|
Протеїн, % |
15,30 |
16,87 |
36,67 |
15,63 |
17,10 |
38,45 |
С. Л. ЄВТУШЕНКО, ВПЛИВ ЯКІСНИХ ПОКАЗНИКІВ СИРОВИНИ І ТЕХНОЛОГІЧНОГО ПРОЦЕСУ НА ВМІСТ ПРОТЕЇНУ В НАСІННІ СОНЯШНИКУ ТА ПРОДУКТІВ ЙОГО ПЕРЕРОБКИ
ВІСНИК НТУ«ХПІ» №3 2008
[4]. «…Виходячи з отриманих даних, можна зробити висновок, що у гібридів Український F1, NK Brio повітряний прошарок вкрай тонкий, а у гібридів Ягуар F1, NK Delfi і зовсім відсутній. Зменшення, і тим більше відсутність, повітряного прошарку значно погіршує здатність насіння до обрушування. Це призводить до збільшення кількості лузги, що важко відділяється від ядра при обрушуванні. Це тягне за собою винесення лушпиння в ядро, а значить і продукти його переробки - макуха і шрот; погіршення їх якісних показників.»
С. А. ТЕСЛЕНКО, Е. П. ВРЮКАЛО, К. І. ПЕРЕВАЛІВ, ОСОБЛИВОСТІ ОБРУШЕННЯ ГІБРИДІВ СОНЯШНИКУ В ЗАМОРОЖЕНОМУ СТАНІ, ВІСНИК НТУ«ХПІ» №14 (1123) 2015 [5].
[5]. «Існує багато сортів соняшнику з різними розмірами насіння, товщиною і масовою часткою лушпиння. Завдяки селекціонуванню весь час виникають нові сорти. Селекція спрямована на підвищення вмісту олії в насінні, часто з одночасним зниженням частки лузги. Це на перший погляд могло б здатися позитивним моментом для технології обрушки і усунення лузги. На жаль, в загальних рисах можна сказати майже зворотне — чим більше міститься олії в насінні (і відповідно менше частка лузги), тим важче обрушувати таке насіння. Результати вивчення властивостей лузги, зокрема характеристика обрушки, публікувалися в багатьох наукових працях, наприклад — у статті Beaiigiiillaurae A., Architecture des coques de tournesol — OLEOSCOPE, Bulletin du CETIOM, 1982, №8, 20-21 7/42. Автор в роботі обґрунтував, що лузга утворена двома типами структур клітин. В залежності від сорту змінюється співвідношення цих двох типів — з них один виразно сприяє лущінню (тобто того, що лузга «лопається» при сильному напруженні), а другий — ні. Співвідношення цих двох типів формацій клітин в лушпинні визначає, таким чином, загальну «обрушуваність». У роботі російського автора Е. П. Кошового «Технологічне обладнання підприємств виробництва рослинних олій» (Санкт-Петербург, ГІОРД, 2002) насіння соняшнику поділяються на 3 типи:
у насіння першого типу лузга розламується на 2-3 великі частини і легко відділяється від ядер;
насіння другого типу лузги розламується на 6-8 частин і залишається в ядрах
у насіння третього типу лушпиння розламується на багато частин, велика частина лушпиння залишається в ядрах, а крім того ядра при обрушці розпадаються на шматки.
Цей третій тип характерний для сортів соняшнику з високим вмістом олії. Була відзначена пряма залежність між «обрушуваністю» і розміром насіння (чим більше насіння, тим легше їх обрушувати). З цього випливає, що кращих результатів вдається досягти у великого насіння і, головне, однакових за розміром (розмір насіння визначає вибір сит в сортувальних пристроях). При переробці «погано обрушуваного» насіння соняшника спостерігається погіршення параметрів обрушки — зростає частка лузги у фракції ядер і вміст олії в лузгі»
Обрушка і сепарація лушпиння http://farmet.com.ua/?page_id=210
[6]. «Невеликою повітряною порожниною між ядром і лушпинням характеризуються гібриди насіння соняшнику. Вони ж мають і малі розміри. Маса 1000 штук насіння гібридів (особливо старої селекції) коливалася на рівні 50-55г проти 65-70 г у сортів популяцій. В гібридах старої селекції повітряна порожнина між ядром і оболонкою взагалі була відсутня. У багатьох гібридів насіння лушпиння зростається з ядром і важко відділяється при обрушуванні.
Досвід переробки насіння соняшнику у виробничих умовах показує, що гібриди насіння обрушуються на 15-30% гірше, ніж сорти популяції. Це погіршує якість рушанки, збільшує вміст в ній цілого і недообрушеного насіння, січки і олійної пилу, і, як наслідок, призводить до збільшення втрат олії з відхідним лушпинням.»
Шаззо Л. А., КТН, Гюлушанян А. П., КТН, Мхитарьянц Л. А., КТН, «Кубанський державний технологічний університет»
СУЧАСНИЙ СТАН ТЕХНІКИ І ТЕХНОЛОГІЇ ПЕРЕРОБКИ НАСІННЯ СОНЯШНИКУ СУЧАСНОЇ СЕЛЕКЦІЇ
[7]. Насіння олійне. Методи визначення олійності. ГОСТ 10857-64
[8]. Александров О. В., генеральний директор ТОВ ІВЦ «Вектор» Інноваційні рішення у видобутку масла «Масложировий комплекс» № 1(44) березень 2014 р.
 СЛ-40 очікують на замовника
СЛ-40 очікують на замовника
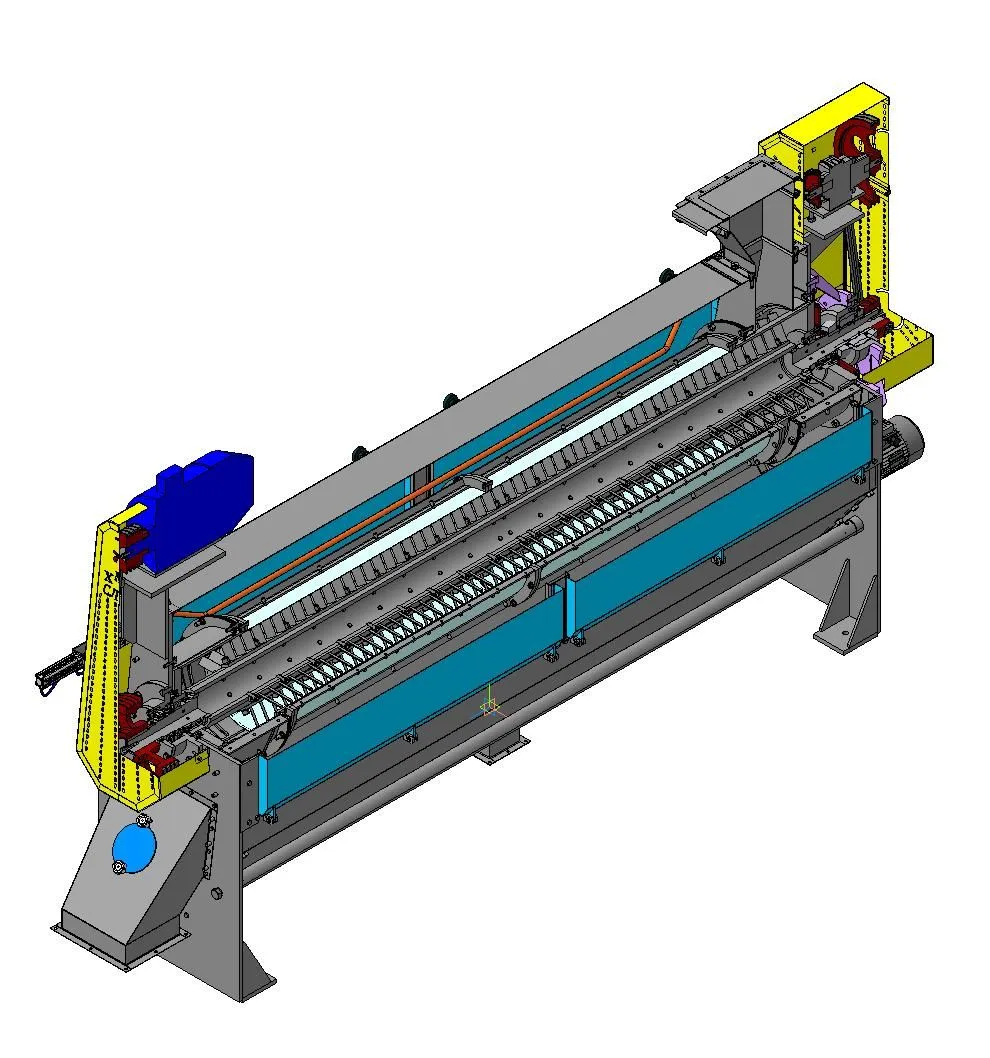 Будова СЛ-40
Будова СЛ-40
 Маслянистий пил
Маслянистий пил
 Ротор СЛ-40 з бичами
Ротор СЛ-40 з бичами
 СЛ-40 всередині
СЛ-40 всередині
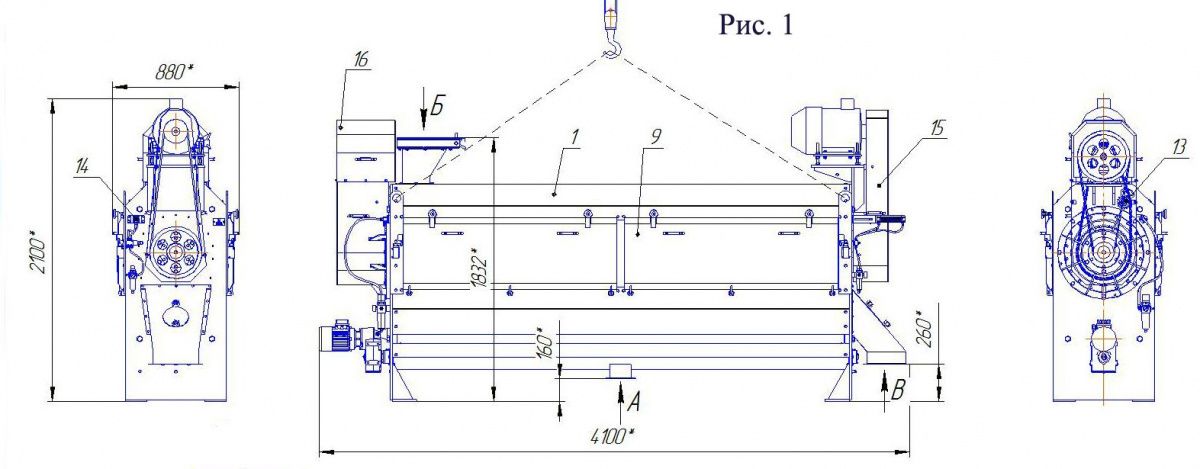 Габаритне креслення СЛ-40
Габаритне креслення СЛ-40
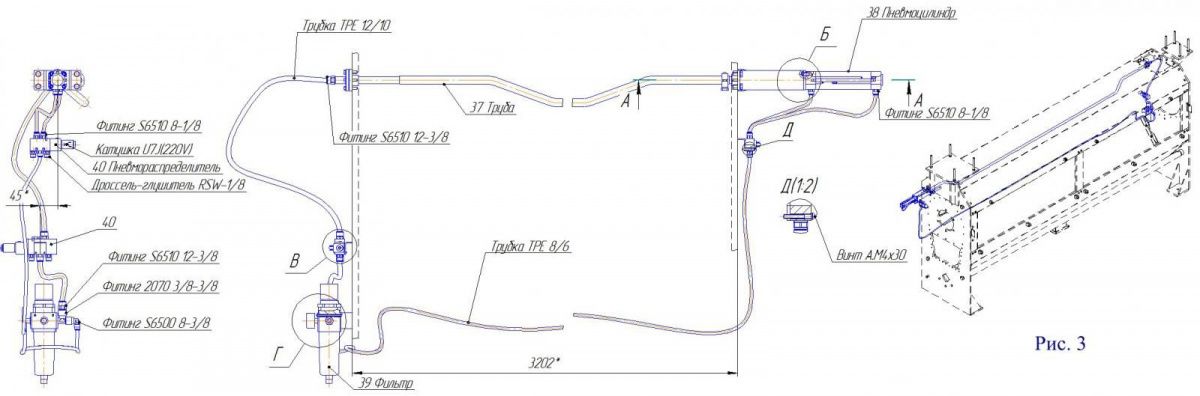 Схема СЛ-40
Схема СЛ-40