



Призначення виробу
Норії марки Н з відцентрово-гравітаційним розвантаженням призначені для вертикального транспортування зерна на елеваторах, млинах та інших зернопереробних підприємствах. Норія призначена для роботи у складі схеми технологічного процесу з тривалим режимом роботи, як усередині приміщень, так і на відкритому повітрі. Кліматичне виконання У, категорія розміщення 3 по ГОСТ 15150
Основні параметри Н
|
НАЙМЕНУВАННЯ ПАРАМЕТРА |
Н-5 |
Н-5х2 |
Н-10 |
Н-10х2 |
Н-20 |
Н-50 |
Н-100 |
|
Продуктивність на зерні, т/год* |
5 |
10 |
10 |
20 |
20 |
50 |
100 |
|
Швидкість стрічки, м/с |
1,4 |
1,4 |
1,6 |
1,6 |
1,6 |
2.2 |
2,2 |
|
Ширина стрічки, мм |
125 |
125 |
150 |
150 |
175 |
200 |
300 |
|
Крок для різних типів ковшів:
металевий
без дна
полімерний
|
210 57 130
|
210 - -
|
260 81 150
|
260 - -
|
260 81 -
|
160 - - |
170 - - |
|
Число прокладок стрічки, шт |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
|
Зовнішній розмір поперечного перерізу труб, мм |
160х160 |
160х317 |
200х200 |
200х200 |
236х236 |
280х280 |
260х376
|
|
Діаметр барабана головки і башмака, мм |
215 |
215 |
400 |
400 |
500 |
630 |
750 |
|
Довжина барабана, мм |
135 |
135 |
170 |
170 |
200 |
220 |
320 |
|
Встановлена потужність при висоті норії: - до 30 метрів, кВт
- понад 30 метрів, кВт
- до 45 метрів, кВт |
1,1 1,5 - |
1,5 2,2 - |
1,5 2,2 - |
3,0 4,0 - |
3,0 4,0 - |
5,5 7,5 11 |
11 15 18,5 |
|
Габаритні розміри головки норії з приводом, мм
довжина
ширина
висота |
1008 400 2178 |
1008 520 2178 |
1117 450 2458 |
1117 865 2458 |
1304 546 2570 |
1736 1503 1338 |
2150 1250-1400 1663 |
|
Витрата повітря на аспірацію, м³/год |
350 |
700 |
400 |
800 |
400 |
500 |
700 |
|
Термін служби, років |
8 |
8 |
8 |
8 |
8 |
8 |
8 |
* Продуктивність норій вказана для зерна пшениці з об'ємною вагою 0,8 т/м³ і вологістю 15%. Для визначення продуктивності норії при транспортуванні продуктів переробки зерна, значення продуктивності, зазначені в таблиці, повинні бути помножені на коефіцієнт 0,7 – для борошна і 0,5 – для комбікормів.
Пристрій і робота
Норія марки Н складається з наступних основних вузлів, відповідно для марок Н-5, Н-10, Н-20: башмака, головки, труб норійних гладких, труби норійної натяжної з оглядовим люком, труби для установки датчика підпору і датчиків контролю сходу стрічки, труби з аспіраційним патрубком, двох труб для установки вибухорозрядного пристрою - за замовленням споживача, труби для датчиків контролю сходу стрічки. У якості тягового органу застосовується стрічка з робочим органом - ковшами.
Норія Н-10х2 складається з таких вузлів: двох башмаків симетричного виконання, головки, труб норійних гладких, двох труб натяжних з оглядовим люком, двох труб для установки датчика підпору і датчиків контролю сходу стрічки, двох труб з аспіраційним патрубком, чотирьох труб для установки вибухорозрядних пристроїв - за замовленням споживача, двох труб для датчиків контролю сходу стрічки і двох стрічок з ковшами.
Норія Н-5х2 складається з наступних основних вузлів: башмака, головки, труб норійних гладких, труби норійної натяжної з оглядовим люком, труби для датчиків підпору, труби з аспіраційними патрубками, труб для установки вибухорозрядних пристроїв - за замовленням споживача. У якості тягового органу застосовуються дві стрічки з робочим органом - ковшами.
Башмак норії складається із зварного кожуха і барабана. Вал з барабаном встановлений в корпуси підшипників, що виконані у вигляді рухомих щок гвинтового натяжного пристрою. Для контролю швидкості, пробуксовки і поперечного пориву стрічки норії комплектуються датчиком, який встановлюється на валу башмака.
Головка норії складається з корпусу, що складається з верхньої і нижньої частин, труб норійних, барабана, проміжної опори, приводу, патрубка вивантажувального, огорож. Для норій Н-5, Н-10,Н-5х2 приводом барабана служать дві ремінні передачі від двигуна до проміжної опори і від проміжної опори до барабану). Для норій Н-20 і Н-10х2 приводом служать пасова передача (від двигуна до проміжної опори) і ланцюгова передача (від проміжної опори до барабану). У нижній частині корпусу є оглядові люки.
Патрубки для установки вибухорозрядного пристрою встановлюються на голівці норії.
Для усунення зворотного висипу матеріалу в нижній частині головки змонтований регулюючий козирок.
Зазор між корпусом головки і корпусами підшипників надійно загерметизований.
Основним тяговим і робочим органом норії є стрічка норійна з закріпленими ковшами. Стрічка проходить в норійних трубах, огинає приводний і натяжний барабани головки і башмака. Кінці стрічки повинні бути з'єднані за допомогою куточків або внапуск на один крок ковшів.
Норійні труби є кожухами для стрічки і виконані у вигляді квадратних труб з фланцями для кріплення між собою (для норії Н-5х2 труби прямокутні із перегородкою). Над башмаками встановлюються труби з датчиком підпору для запобігання завалу транспортованим продуктом. Для виконання аспірації норії встановлюються труби з аспіраційним патрубком. Норії комплектуються трубами для установки вибухорозрядних пристроїв (на замовлення). Для періодичного огляду стану ковшів і стрічки і для заправки і стяжки стрічки встановлюється спеціальна оглядова труба.
Зерно по самопливних трубах надходить у прийомний патрубок башмака норії, а потім підхоплюється ковшами і подається на встановлену висоту до головки норії, де під дією відцентрового прискорення відбувається розвантаження ковшів і далі зерно по самопливам направляється відповідно до технологічної схеми.
 Нормаль Н-2
Нормаль Н-2
 Нормаль Н-5
Нормаль Н-5
 Нормаль Н-10
Нормаль Н-10
 Нормаль Н-20
Нормаль Н-20
 Нормаль Н-50
Нормаль Н-50
 Нормаль Н-100
Нормаль Н-100
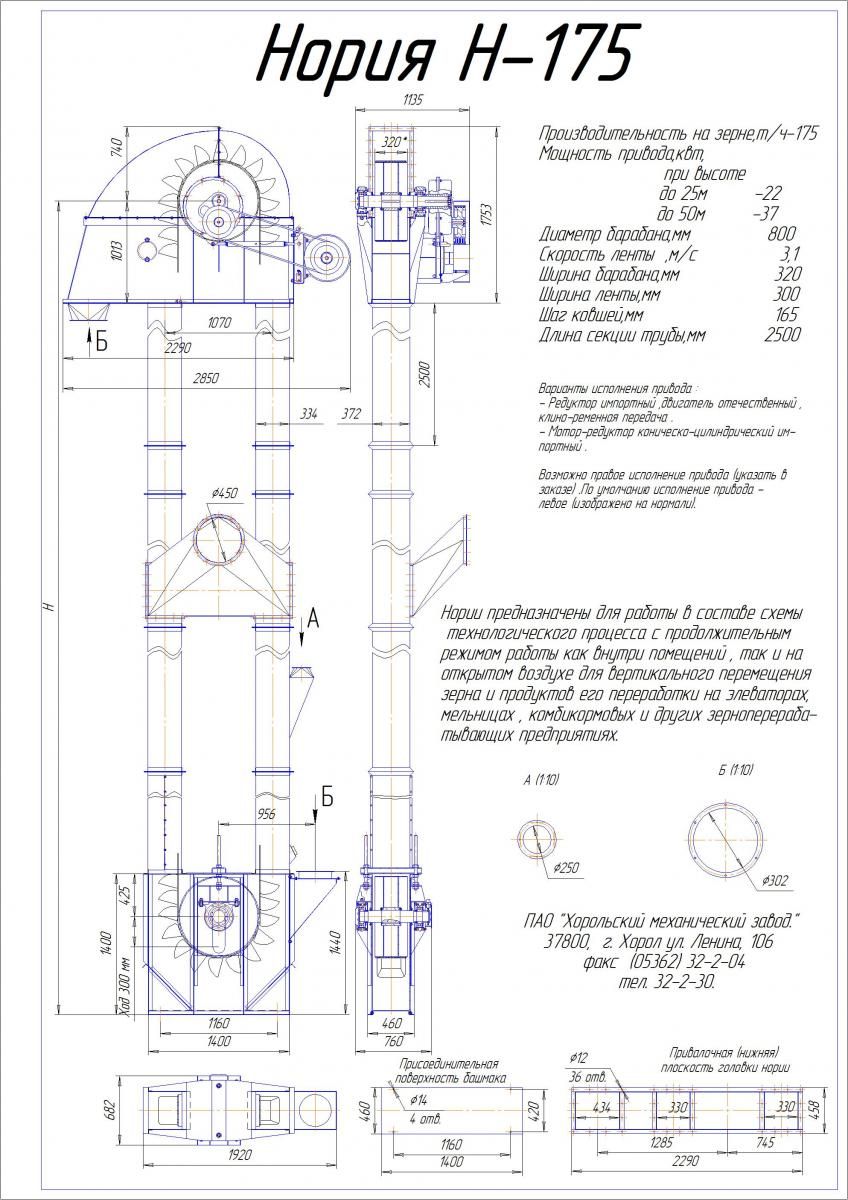 Нормаль Н-175
Нормаль Н-175


