



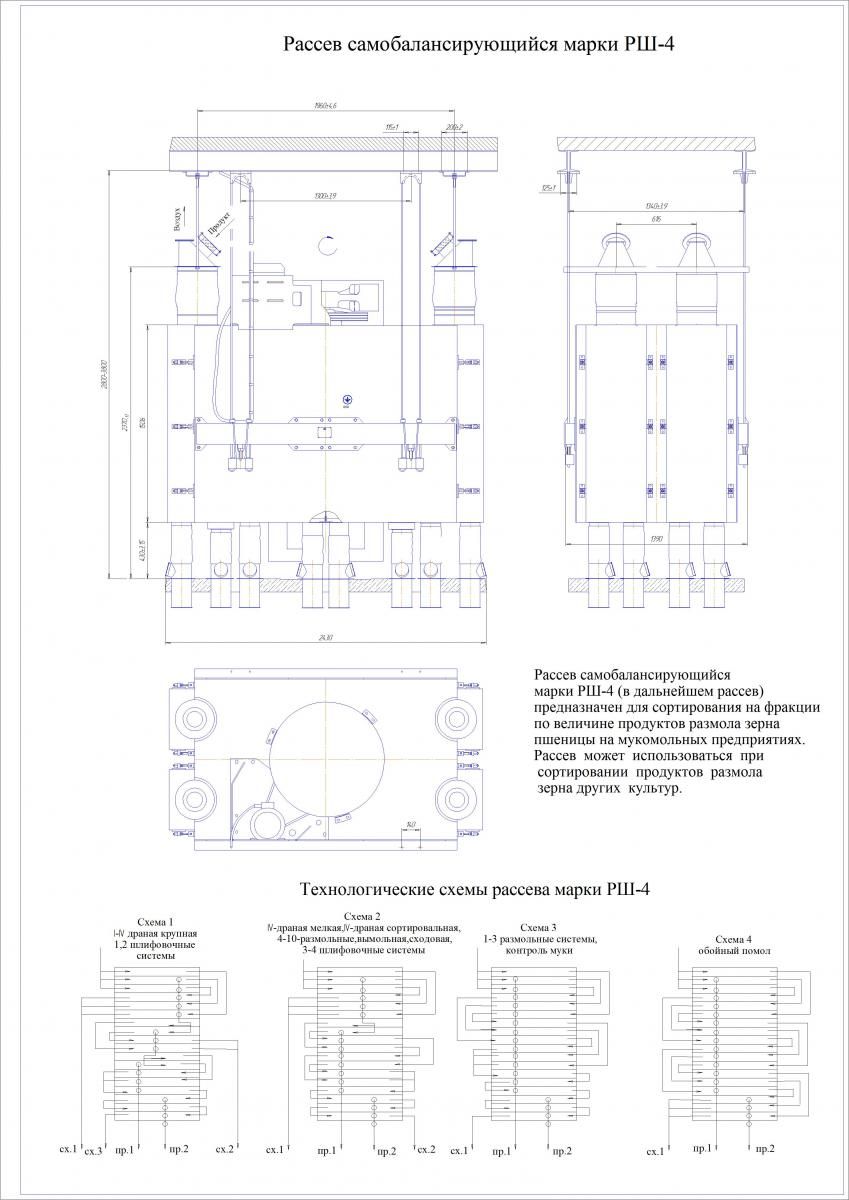
Розсів самобалансуючий РШ-4 і РШ-6 призначений для сортування на фракції за величиною продуктів розмелу зерна пшениці на борошномельних підприємствах. Розсів може використовуватися при сортуванні продуктів розмелу зерна інших культур.
Розсів допускає експлуатацію його в закритому приміщенні із вибухонебезпечною зоною класу В-Па згідно з «Правилами улаштування електроустановок» (ПУЕ) і категорії виробництва «Б» за СниП П-90-81 при температурі від плюс 10 до плюс 45º С. Розсіва виготовляються в кліматичному виконанні У3 по ГОСТ 15150-69 з тропічним кліматом.
Порівняння основних параметрів РШ
|
НАЙМЕНУВАННЯ ПАРАМЕТРА |
РШ-4 | РШ-6 |
|
Технічна продуктивність (навантаження) на 1-ій дранній системі, т/год, не менше |
16* |
23,5* |
|
середній коефіцієнт вилучення всіх компонентів, %, не менше:
|
|
|
|
На 1-ій дранній системі (за технічної продуктивності не менше 4 т/год на секцію) |
64* |
64* |
|
На 1-ій розмельній системі (за технічної продуктивності не менше 1,7 т/год на 1 секцію)
|
94* |
94* |
|
Кількість секцій, шт (прийомів) |
4(4) |
6(6) |
Призначення виробу
Розсів самобалансуючий РШ-4, РШ-6 (в подальшому розсів) призначений для сортування на фракції за величиною продуктів розмелу зерна пшениці на борошномельних підприємствах. Розсів може використовуватися при сортуванні продуктів розмелу зерна інших культур.
Розсів допускає експлуатацію його в закритому приміщенні із вибухонебезпечною зоною класу В-Па згідно з «Правилами улаштування електроустановок» (ПУЕ) і категорії виробництва «Б» за СниП П-90-81 при температурі від плюс 10 до плюс 45 С. Розсіва виготовляються в кліматичному виконанні У3 по ГОСТ 15150-69 з тропічним кліматом.
|
НАЙМЕНУВАННЯ ПАРАМЕТРА |
РШ-4 | РШ-6 |
|
Технічна продуктивність (навантаження) на 1-ій дранній системі, т/год, не менше |
16* |
23,5* |
|
середній коефіцієнт вилучення всіх компонентів, %, не менше:
|
|
|
|
На 1-ій дранній системі (за технічної продуктивності не менше 4 т/год на секцію) |
64* |
64* |
|
На 1-ій розмельній системі (за технічної продуктивності не менше 1,7 т/год на 1 секцію)
|
94* |
94* |
|
Кількість секцій, шт (прийомів) |
4(4) |
6(6) |
|
Кількість приймальних пристроїв, шт.
|
2 |
2 |
|
Загальна номінальна корисна площа сит, м² |
18 |
27 |
|
Частота коливань кузова на холостому ходу, сˉ¹ (коливань в хвилину) |
-3,7( 220) |
-3,7 (220) - 4,0 (240) |
|
Радіус кругових коливань кузова, мм |
45±2 и 41±2
|
47±2 и 40±2 |
|
Витрата повітря на аспірацію, м3/год, в межах (для млинів з механічним транспортом) |
720-1020 |
960-1440 |
|
Аеодинамічний опір, Па, в межах |
150-300 |
150-300 |
|
Номінальна потужність, кВт
|
4 |
4 |
|
Габаритні розміри, мм, не більше
довжина ширина висота до приймальної дошки |
2430 1440 2370 |
3090 2020 2370 |
|
Маса, кг, не більше |
2030 |
3050 |
1*Значення показників для сортування продуктів розмелу зерна пшениці.
2** При розрахунку на технічну продуктивність на 1-ій дранній системі.
Розсів виготовляється в семи варіантах, що відрізняються функціональними схемами секцій
Пристрій і робота
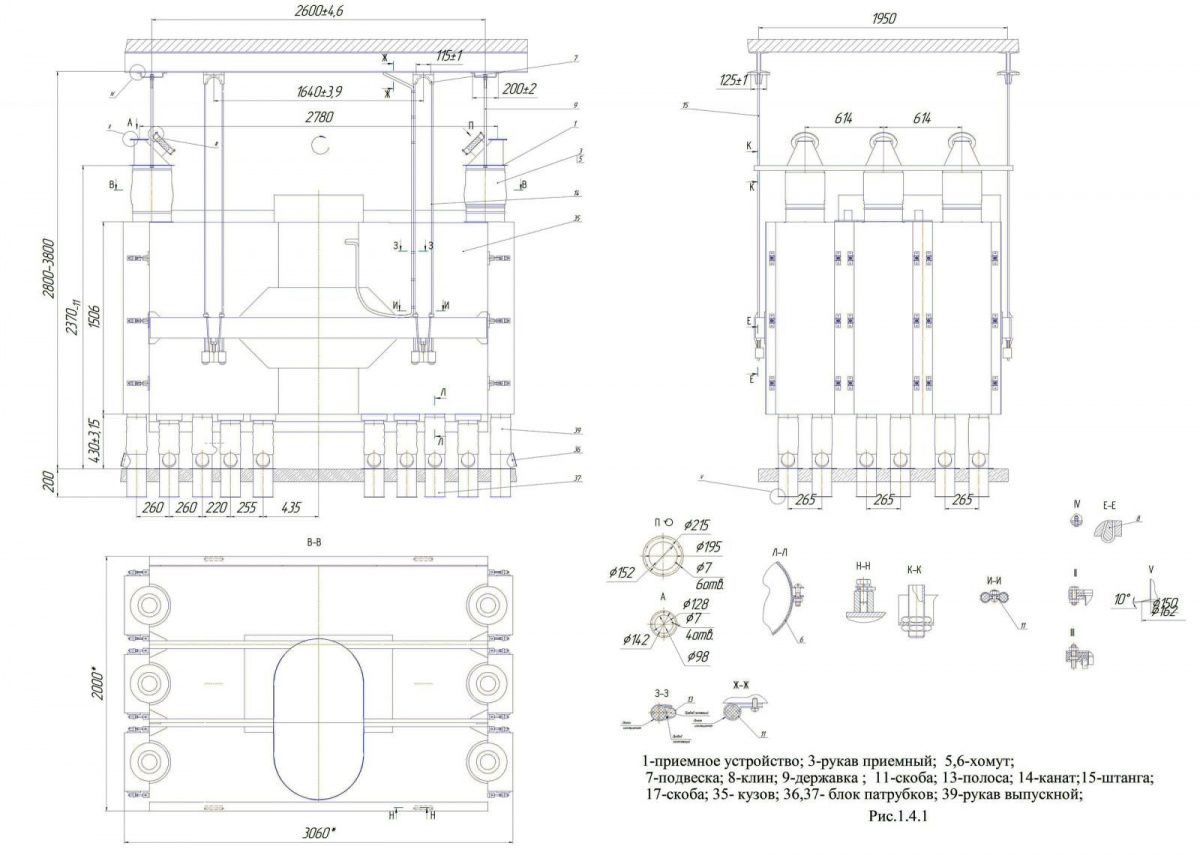
Розсів являє собою збірну конструкцію шафового типу з висувними ситовими рамками. Кузов розсіву підвішується до стельового перекриття виробничого приміщення на чотирьох канатах з допомогою підвісок. Кінці канатів кріпляться в замках, що установлені на бічних балках кузова за допомогою клинів. Над кузовом розсіва підвішуються до стельового перекриття на штангах і державках два приймальні пристрої. Під кузовом на підлозі встановлюються підлогові патрубки або блоки патрубків. Патрубки приймальних пристроїв і підлогові патрубки з'єднуються з патрубками кузова рукавами. Рукава кріпляться на патрубках хомутами.
Кузов складається з шафи, на якому встановлено кронштейн з приводом, вузли балансирного механізму, огорожі. До днища кузова кріпляться транспортуючі коробки і патрубки для випуску продуктів з секції шафи. Шафа розсіву складається з несучої рами, до перегородок якої кріпляться чотири каркаси секцій. В направляючих каркасах кожної секції встановлено по 18 ситових рамок з піддонами. Зовнішні обшивки шафи, перегородки рами і направляючі каркасів утворюють бічні перепускні канали. Каркаси секцій зовні закриті дверима, з'ємні коробки і стінки яких утворюють перепускні канали з боку прийому продукту. З боку протилежної прийому продукту перепускні канали секцій виконані у вигляді знімних коробок і стінок, прикріплених до кронштейнів задніх стійок каркасів секцій. На даху шафи над кожною секцією встановлені патрубки (живильники). На бічних стінках шафи закріплені балки. Рама шафи зварена, складається з сталевої труби з фланцями під корпуси підшипників балансирного механізму і чотирьох перегородок, до яких кріпляться дах, днище, каркаси секцій, обшивки. Каркас секцій являє собою дві панелі, сполучені між собою зв'язками. Кожна панель складається з двох стійок, до яких прикріплені направляючі для рамок. До стійок приклепані сталеві куточки і лапки для забезпечення міцного кріплення секції в шафі. В стійках встановлені також по дві дерев'яні заглушки, які спільно з перекривком дозволяють перекривати бічний канал секції. В залежності від виконання панелі кількість перекривок в панелі може бути одна, дві або їх може не бути.
Ситова рамка виготовляється з дерев'яних брусків. Рамка розділена брусками на 4 комірки. Очисники, призначені для очищення сит, вкладаються у вкладиші перед набиванням сит на борошномельних підприємствах. Очисник являє собою шматок бавовняного ременя, знизу в який вставлена металева заклепка зі сферичною головкою. Ситові рамки можуть бути виконані в двох виконаннях: односхилі і двосхилі. У односхилих рамках прохід сит випускається тільки в одну сторону /в один бічний канал/; в двосхилих - в обидві сторони. Піддон являє собою лист з загнутими кінцями по короткій стороні і прикріпленими знизу двома куточками, що служать для фіксації піддону в секції ситового кузова, для виїмки піддону з рамкою з секції, а також для надання йому необхідної жорсткості. Для запобігання змішування різних фракцій продукту, а також для більш вільного переміщення рамок по направляючим секцій на поздовжніх брусках ситової рамки і на куточках піддону приклеєні прокладки з ворсової тканини. Між рамкою і піддоном, а також на середніх брусках приклеєні байкові прокладки. Сита на борошномельних підприємствах можуть прибивати цвяхами або скобами за допомогою пістолетів через тасьму.
Двері розсіву складаються з корпусу, каркаса, перепускних коробок, стінок, перегородок, двох випускних патрубків і прокладок, ущільнюючих стики елементів дверей і між дверима і секцією шафи. Корпус дверей коробчатої форми виконаний з листового алюмінієвого сплаву. На боковинах двері встановлені кронштейни для навішування дверей і для здійснення прижимання її до секції шафи. На верхній стінці є напівкруглий отвір, окантований куточком і прокладкою, призначений для забезпечення щільного прилягання дверей до живильника, розташованому на даху шафи. Каркас служить для додання двері більшої жорсткості і для кріплення на ній знімних елементів двері. Каркас являє собою зварену конструкцію рамки, виконаної з куточка і трьох поясів з швелерів. Набори перепускних коробок і стінок, що встановлюються в дверях, відповідають певним функціональним схемам. Вони служать для формування потоків різних фракцій продукту, що отримуються у результаті просівання на ситах у секціях розсіву . Коробки і стінки будь-якої двері взаємозамінні і можуть бути встановлені як перепускні коробки і стінки усередині секції. З метою зменшення маси розсіву деталі дверей, каркасів, обшивка шафи виконані з алюмінієвих сплавів.
Привід кузова розсіву здійснюється від електродвигуна клинопасовою передачею. Двигун приводу встановлюється на кронштейні, закріпленому на шафі. Натяг ременів здійснюється переміщенням двигуна по пазах плити з допомогою натяжних болтів. Кінематична схема розсіву наведена у розділі "ФОТО".
Балансирний механізм складається з вала, встановленого в підшипникових опорах. На кінцях валу закріплені балансири зі змінними вантажами, необхідними для регулювання радіусу кругових коливань кузова. Під верхнім балансиром на валу встановлено шків.
Живильники, встановлені на даху шафи, служать для рівномірного розподілу вихідного продукту на ситові рамки і складаються з штуцера, конуса і диска з тарілкою. На диску є отворів для проходу продукту. З допомогою скатів, розташованих на штуцері, поступаючий продукт ділиться на три рівні частини.
Приймальний пристрій призначено для подачі в кузов розсіву продуктів розмелу зерна і аспірації кузова. Він складається з рами, двох приймальних коробок і патрубків. Рама приймального пристрою зварена з гнутих профілів. Під приймальні коробки передбачені плити з отворами. Для кріплення приймального пристрою є державки і штанги. Приймальні патрубки призначені для приєднання самопливів і аспіраційних повітроводів. Патрубки, що служать для прийому продукту, забезпечені оглядовими склом.
Підлогові патрубки служать для прийому з кузова розсіву розділених фракцій продукту. Є два типи підлогових патрубків: одинарні і здвоєні (блок патрубків). Конструкція блоків патрубків зображена у розділі "ФОТО". Верхні патрубки з'єднуються тканевими рукавами з патрубками кузова, нижні мають відбортовку для приєднання до них самопливів з допомогою стандартних хомутів. Для відбору проб на верхньому патрубку є отвір, що закривається заглушкою. Основою для патрубків служить коробка, яка після монтажу розсіву заливається бетоном. Отвори, наявні на бортах коробки, призначені для зручності установки патрубків при монтажі.
Секції розсіву виготовляються відповідно з чотирма функціональними схемами. Залежно від порядку розташування секцій певних функціональних схем в ситовому кузові розсів може виготовлятися в семи основних виконаннях, РШ-4 00.000÷РШ-4 00.000-06. Крім основних виконань, підприємство-споживач має можливість за допомогою комплектів змінних частин, що постачаються за окремим замовленням, шляхом встановлення цих змінних частин у певному порядку отримати необхідне виконання розсіву.
Привід розсіву здійснюється від двигуна АІР112МВ6УЗ (потужність 4 кВт, частота обертання: 950 об/хв). Живлення електродвигуна має здійснюватися від трифазної мережі змінного струму частотою 50±1 Гц, напругою 380В. Схема електрична розсіву передбачає включення і відключення двигуна, захист двигуна і електропроводки від струмів короткого замикання, від перевантаження, від мінімальної напруги.
При натисканні кнопки В.2 посту спрацьовує та сам блокується магнітний пускач КМ, який своїми контактами підключає двигун до силової мережі. Зупинка двигуна здійснюється натисканням кнопки S В.1.
Принцип роботи розсіву полягає в паралельному та послідовному просіюванні продукту через набір плоских горизонтальних сит, що здійснюють круговий поступальний рух.
Вихідний продукт з приймальних коробок потрапляє в живильники, звідки розподілившись на три потоки, направляється на ситові рамки кузова, з допомогою яких відбувається процес сортування.
Рух продукту всередині секцій здійснюється за однією з функціональних схем. Фракції продукту виводяться з кузова через випускні патрубки, потрапляють в підлогові патрубки, а потім в самопливи підприємства
Під час роботи розсіву особливу увагу слід звернути на:
- забезпечення безперервної подачі продуктів в секції розсіву;
- забезпечення надійного відведення продуктів від розсіву;
- герметичність кузова; не допускається виділення пилу в місцях з'єднань;
- відсутність підсівання однієї фракції в іншу;
- стан усіх коливальних вузлів і деталей, безшумність роботи;
- очищення сит, перевіряючи ефективність роботи очисників у період зупинки розсіву;
- ефективність аспірації (для млинів з механічним транспортом).
Пуск розсіву і його зупинку слід проводити без навантаження.
Ефективність процесу сепарування і коефіцієнт вилучення прохідних фракцій в розсіві залежить від властивостей вихідного продукту, навантаження і кінематичних параметрів розсіву – частоти і радіусу коливань кузова. Встановлення оптимального кінематичного режиму розсіву повинно мати на меті одержання найкращого технологічного ефекту. Слід мати на увазі, що для просіювання продуктів помелу дранних систем (великих і дрібних) переважні великі радіуси коливань кузова, для 3-9-й розмельних систем і контролю борошна менше. Для інших систем величина радіусу коливань займає проміжне положення. Радіус траєкторії рівномірних кругових поступальних коливань в горизонтальній площині кузова розсіву регулюється знімними вантажами, укріпленими на балансирі.
При установці знімних вантажів необхідно стежити, щоб маса і розташування їх на верхньому і нижньому балансирах були однаковими. У разі невиконання цієї умови несприятливо розподіляються сили в підшипникових вузлах, порушується горизонтальність руху кузова, погіршується ефект сепарування продуктів.
Радіус коливань кузова визначається наступним чином: на вільну площадку даху кузова приклеюють чистий аркуш паперу, і після досягнення сталого режиму (через 10-20 хвилин після запуску) торкаються листа відточеним олівцем, нерухомо закріпленим у спеціальному утримувачі, або тримаючи його нерухомо у витягнутій руці. Олівець залишає на папері слід - траєкторію коливання розсіву, близьку до кола, Час дотику олівця з папером має відповідати одній - двох кіл. Вимірюють найбільше D1 і найменше D2 відстань між двома діаметрально протилежними точками кола і визначають середній радіус R сер. за формулою:
R сер. =( D1 +D2)/4
У разі необхідності переобладнання якої-небудь однієї або декількох секцій, з однієї функціональної схеми в іншу, споживач розсіву може за окремим замовленням отримати необхідні комплекти змінних частин і своїми силами і засобами переробити розсів на потрібне йому виконання.
Призначення групових комплектів змінних частин:
Комплект №1 -для переведення секції схеми 1 на схему 2;
Комплект №2 -для переведення секції схеми 1 на схему 3;
Комплект №3 -для переведення секції схеми 2 на схему 1;
Комплект №4 -для переведення секції схеми 2 на схему 3;
Комплект №5 -для переведення секції схеми 3 на схему 1;
Комплект №6 -для переведення секції схеми 3 на схему 2;
Кожен комплект містить набір змінних частин на одну секцію розсіву. Відомість групових комплектів змінних частин наведена в додатку.
Переналагодження секцій розсіву з однієї функціональної схеми в іншу рекомендується проводити в наступній послідовності:
- Зняти відповідні перепускні коробки або листи з вікнами в двері та секції шафи, відвернути кріпильні гайки і на їх місце поставити певні коробки і листи з вікнами з комплекту змінних частин. При заміні коробок і листів необхідно ретельно перевірити відсутність щілин на стиках сусідніх елементів і при необхідності усунути їх шляхом наклейки в цих місцях прокладок;
- Відкрутити гайки і зняти підлягаючі заміні направляючі, демонтувати або встановити знову перекривок. Кріплення перекривок до дерев'яних закладок стійок секції здійснено скобами. Допускається кріплення їх цвяхами;
- Для зміни напряму руху проходових фракцій з односхилих піддонів ситових рамок необхідно вийняти піддон з рамкою і повернути його на 180˚.
УВАГА!!! МОМЕНТ ЗАТЯГУВАННЯ ГАЙОК КРІПЛЕННЯ ДАХУ ТА ДНИЩА ДО СТІЙОК І РАМИ БАЛАНСИРА, А ТАКОЖ КРІПЛЕННЯ КОРПУСІВ ПІДШИПНИКІВ М =100±10 Н.м. ПЕРІОДИЧНІСТЬ ПЕРЕВІРКИ ЗАТЯГУВАННЯ БОЛТІВ КОЖНІ 10 ДНІВ. ОБЕРТАННЯ РОЗСІВУ ПРИ ВИГЛЯДІ ЗВЕРХУ ТІЛЬКИ ЗА ГОДИННИКОВОЮ СТРІЛКОЮ.
 Нормаль РШ-4
Нормаль РШ-4
 Загальний вид РШ
Загальний вид РШ
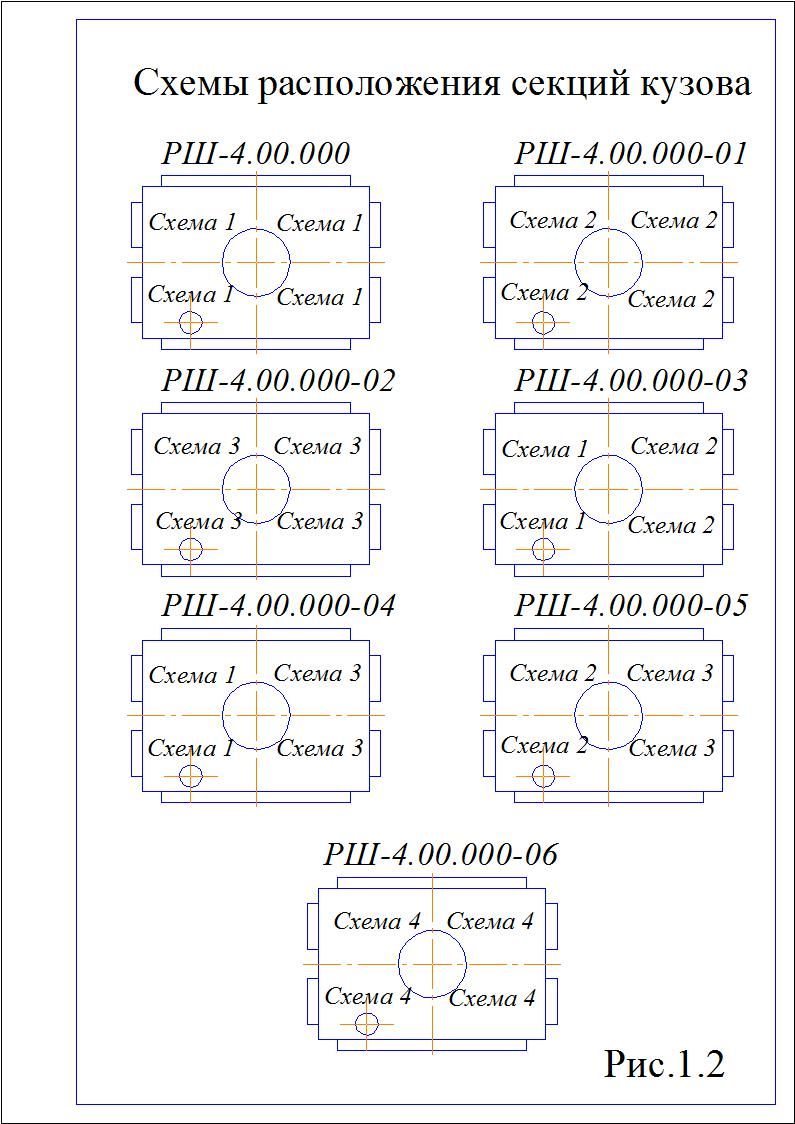 Схема місць секцій кузова РШ-4
Схема місць секцій кузова РШ-4
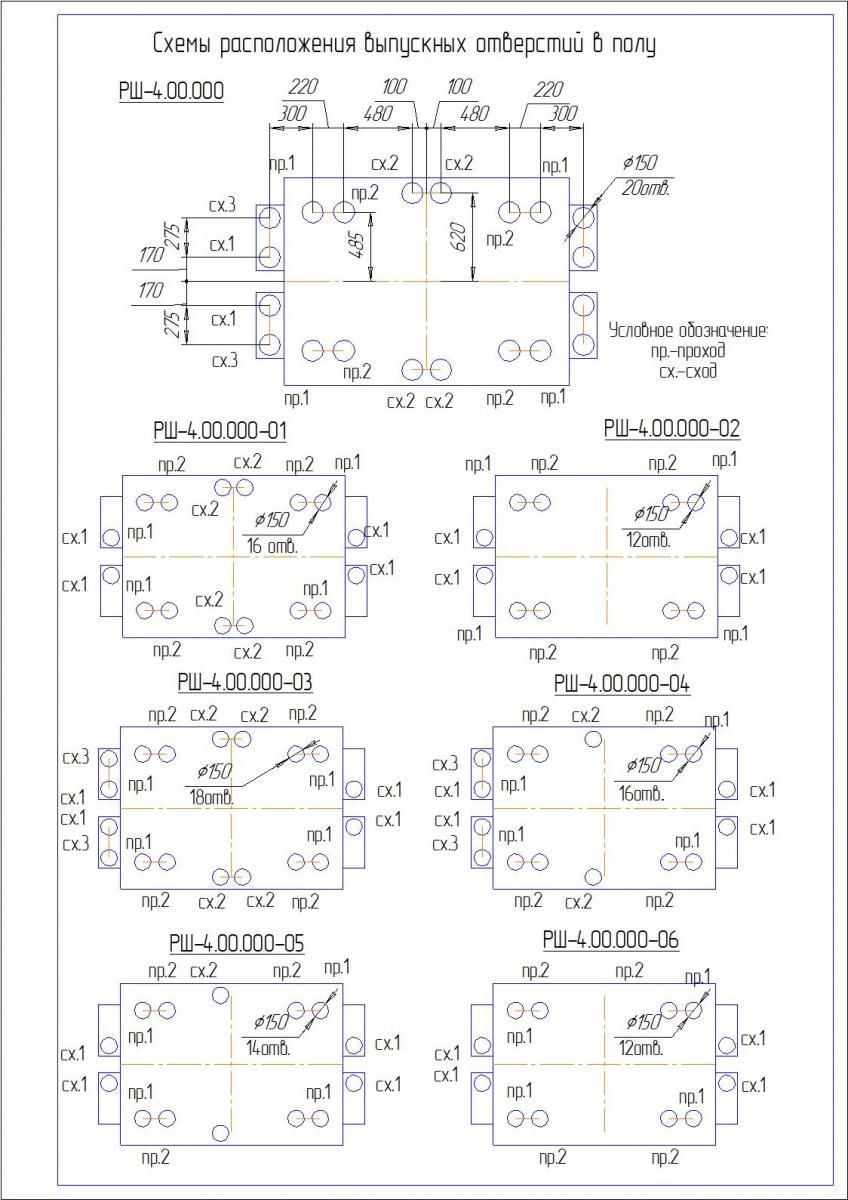 Схема вихідних отворів РШ-4
Схема вихідних отворів РШ-4
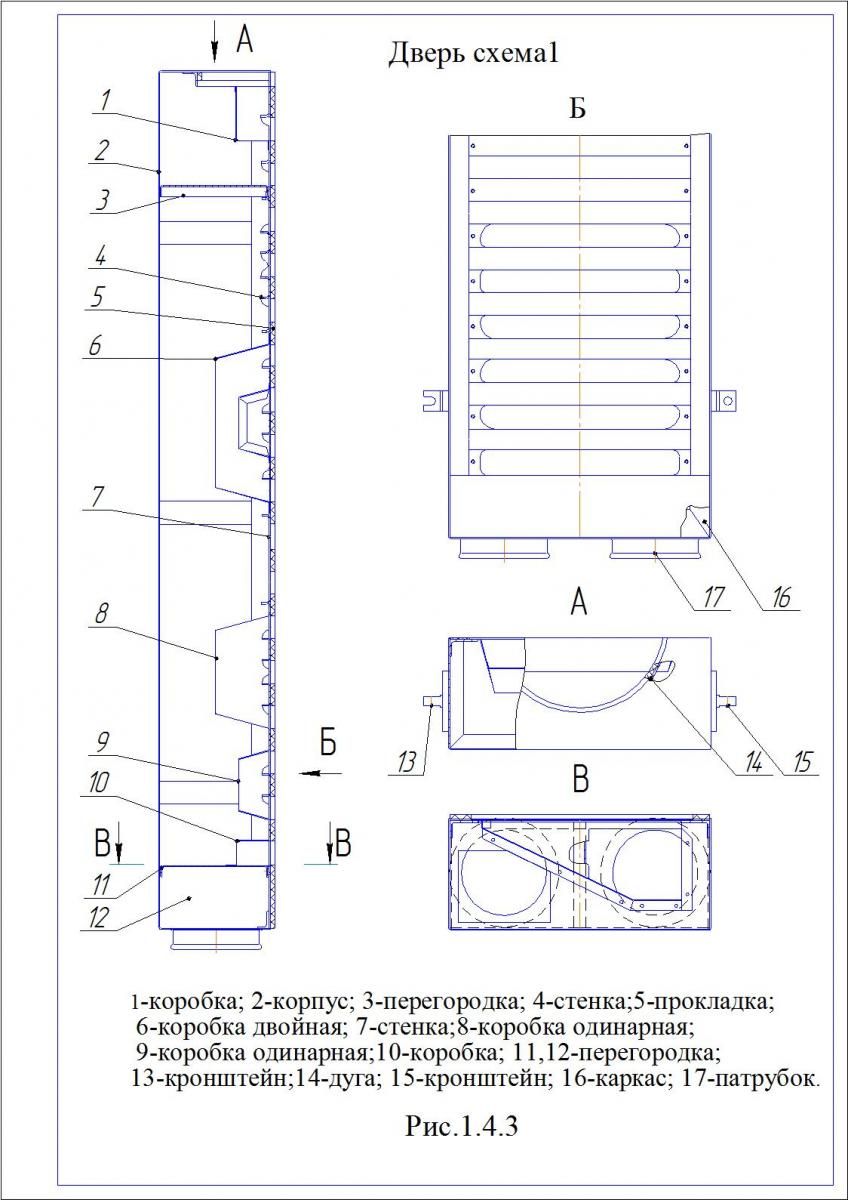 Схема дверей
Схема дверей
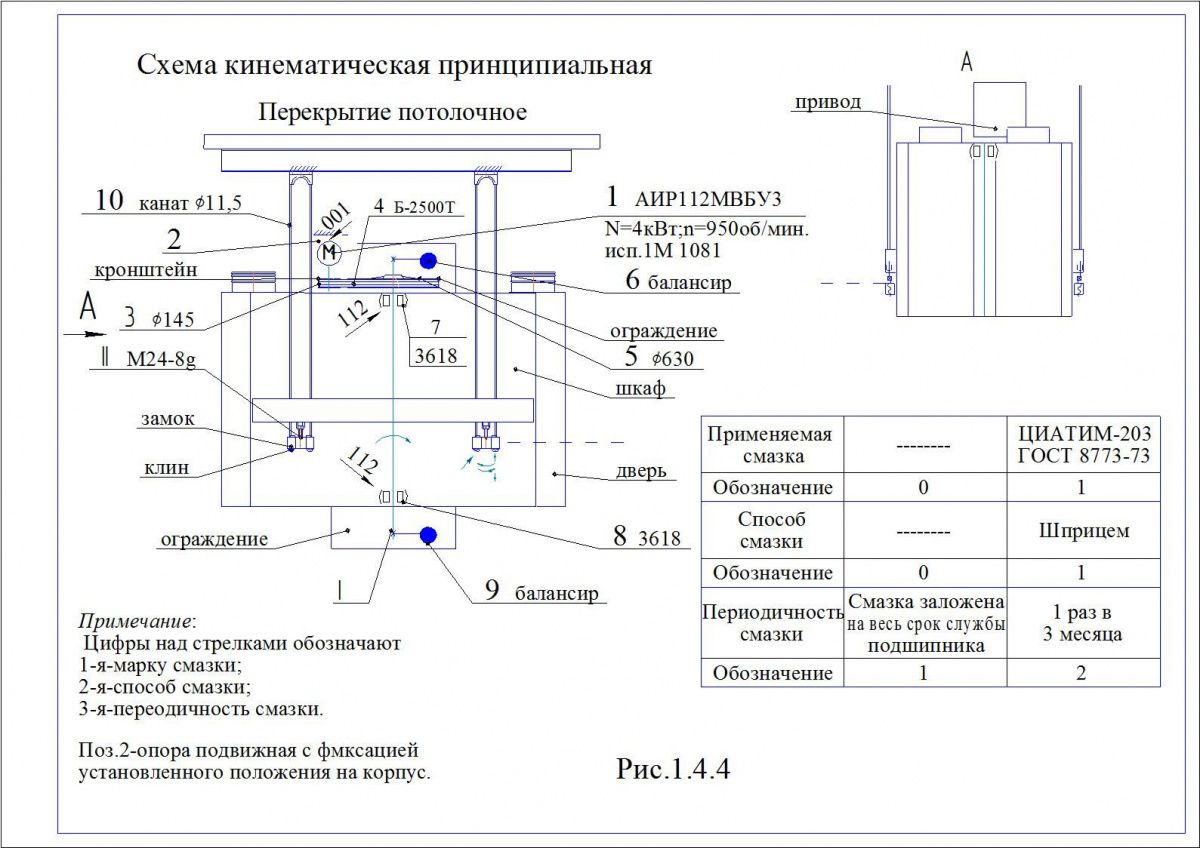 Схема кінематична принципова РШ-4
Схема кінематична принципова РШ-4
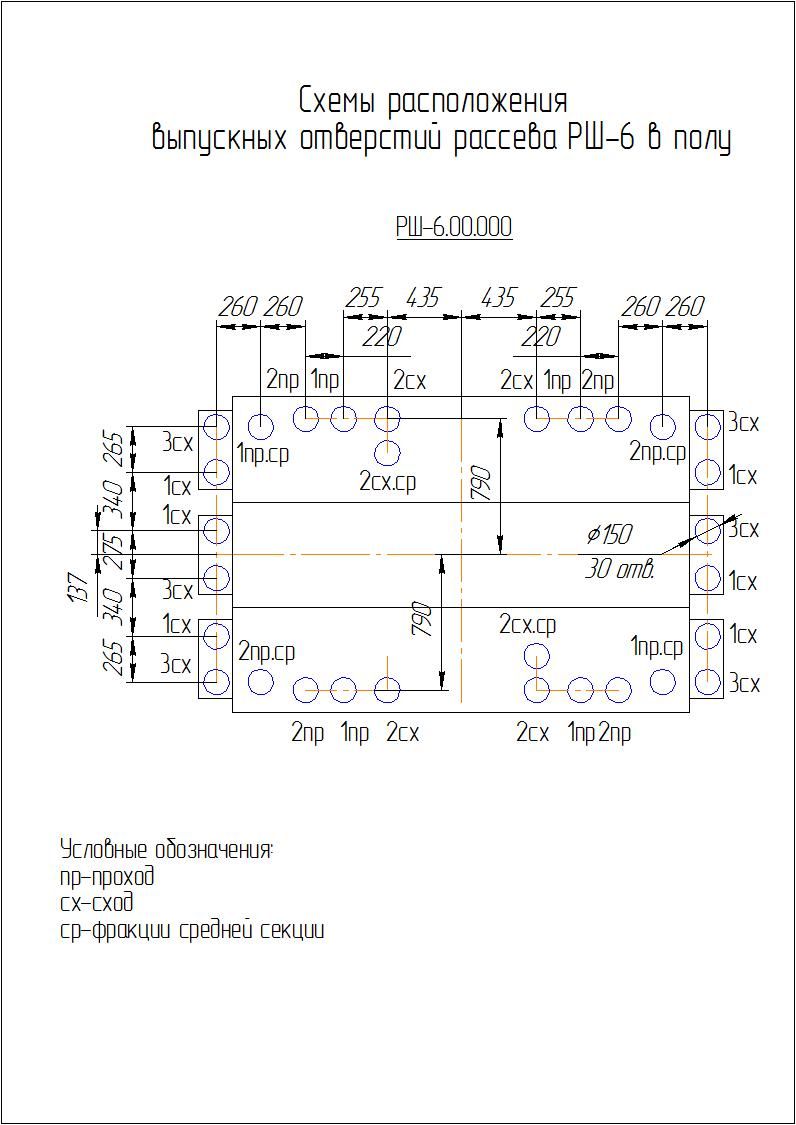 Схема вихідних отворів РШ-6
Схема вихідних отворів РШ-6
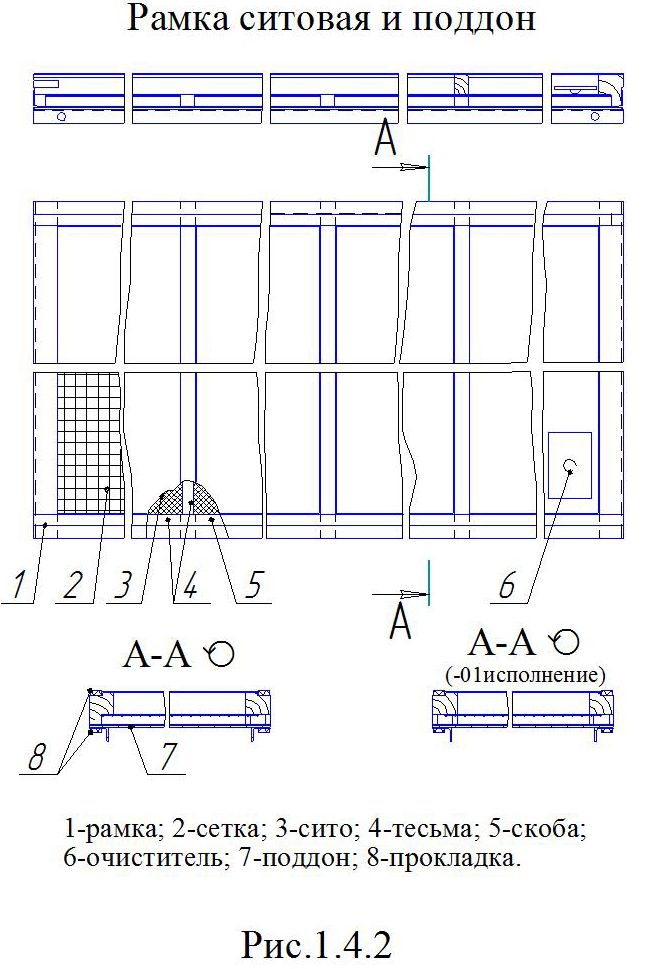 Ситова рамка РШ
Ситова рамка РШ
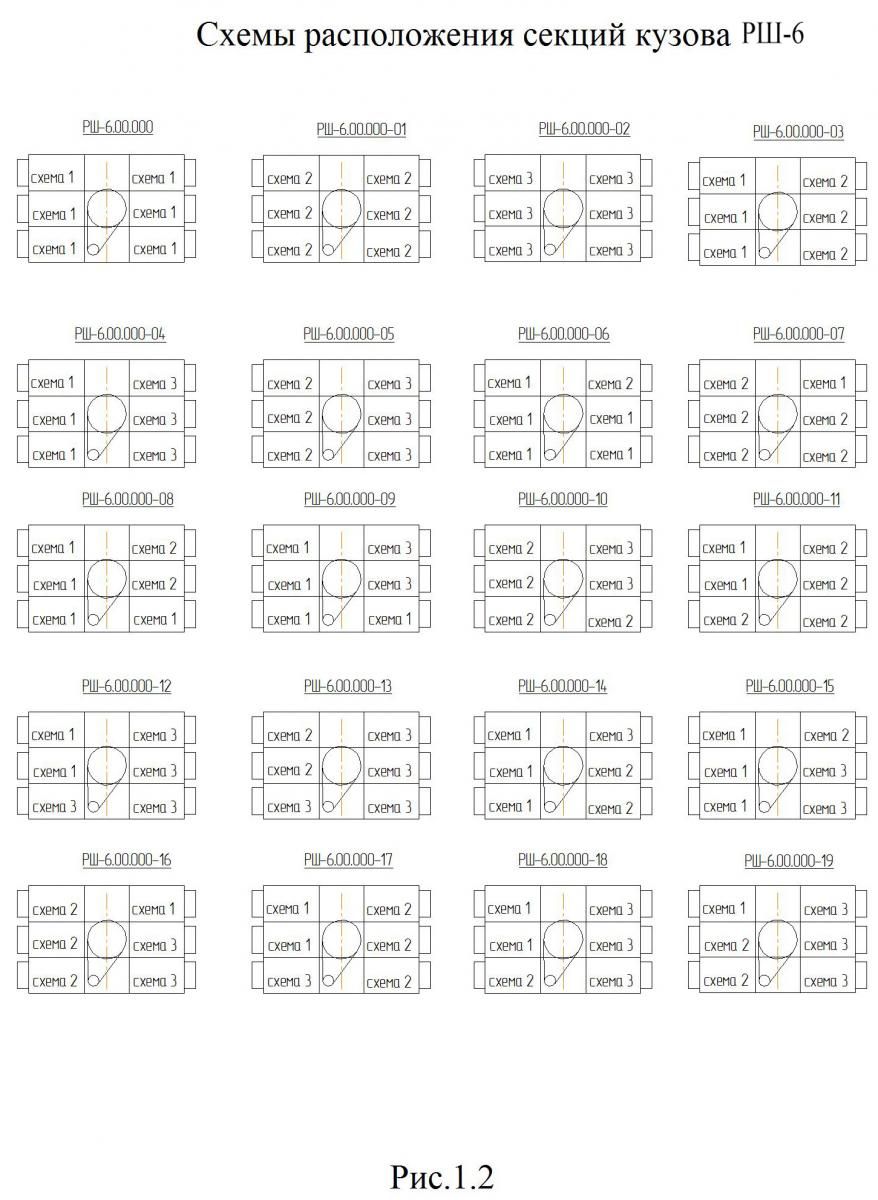 Схема місць секцій кузова РШ-6
Схема місць секцій кузова РШ-6
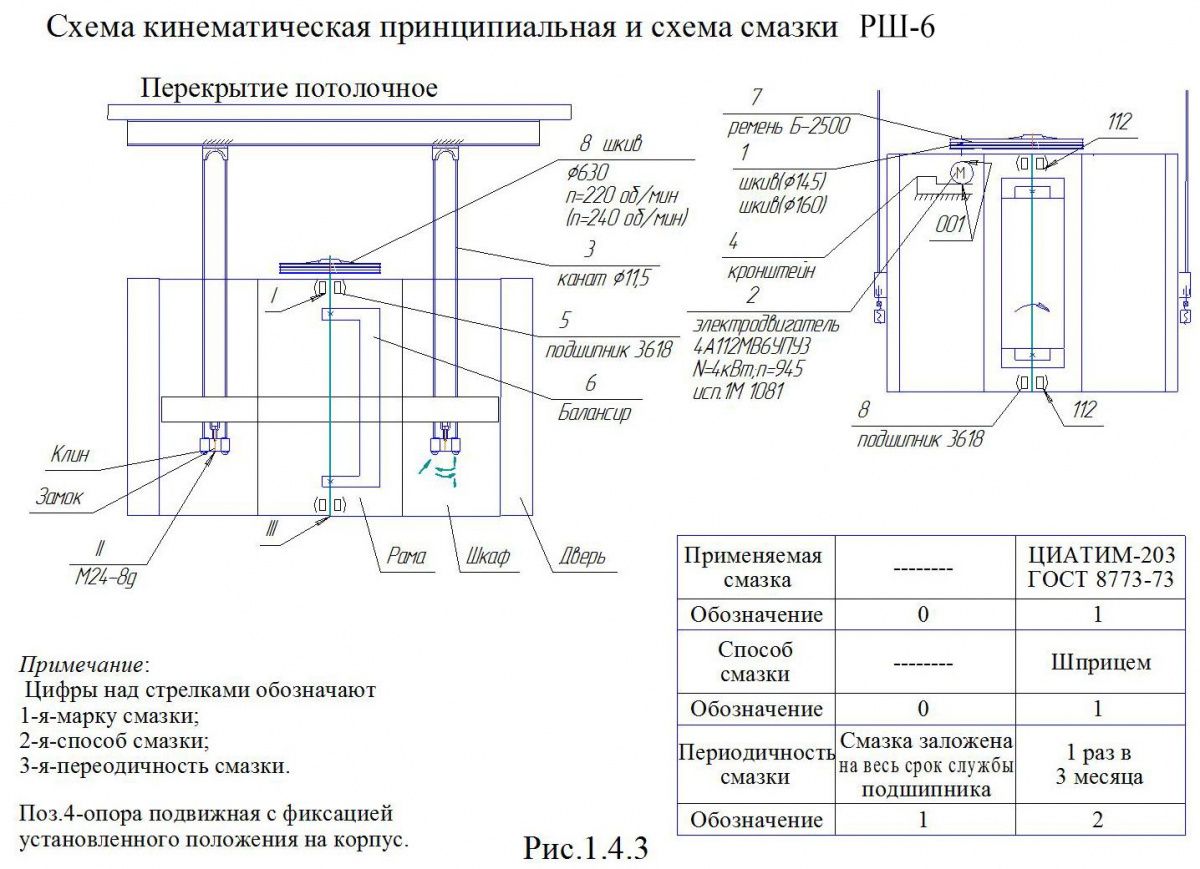 Схема кінематична принципова РШ-6
Схема кінематична принципова РШ-6
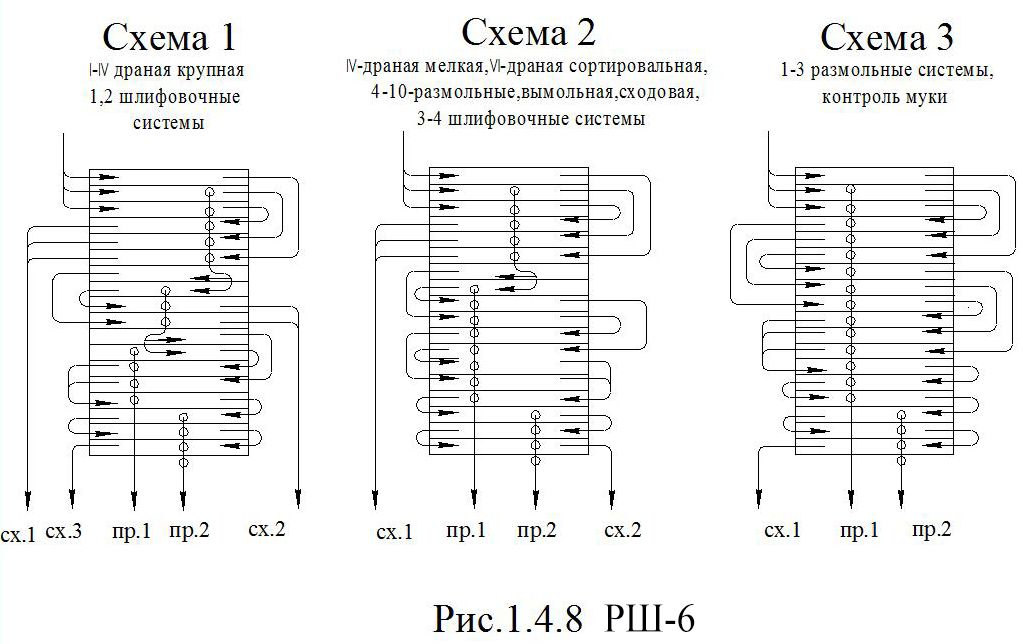 Схеми РШ-6
Схеми РШ-6









